
 加入收藏
加入收藏 首頁(yè)
首頁(yè)
船用錨鏈圓鋼
瀏覽:次|評(píng)論:0條 [收藏] [評(píng)論]
GB/T 18669—2002
前 言
本標(biāo)準(zhǔn)是在YB/T 897—1985《電焊錨鏈用圓鋼技術(shù)條件》基礎(chǔ)上,結(jié)合我國(guó)錨鏈圓鋼生產(chǎn)和使用情況而制定的。其中化學(xué)成分、力學(xué)性能與國(guó)際船級(jí)社統(tǒng)一要求及中國(guó)船級(jí)社規(guī)范一致。
本標(biāo)準(zhǔn)在YB/T 897—1985基礎(chǔ)上對(duì)下列技術(shù)內(nèi)容進(jìn)行了修改:
——標(biāo)準(zhǔn)名稱定為《船用錨鏈圓鋼》;
——牌號(hào)定為CM370、CM490、CM690;
——取消1、2、3級(jí)錨鏈的等級(jí)規(guī)定;
——將CM370硅質(zhì)量分?jǐn)?shù)改為0.15%~0.35%,CM490、CM690硅質(zhì)量分?jǐn)?shù)改為0.15%~0.55%,CM490、CM690磷、硫質(zhì)量分?jǐn)?shù)上限改為0.035%;
——規(guī)定了鋼中加入V、Ti、Nb元素的方法及含量下限;
——參照現(xiàn)行國(guó)際船級(jí)社統(tǒng)一要求,在YB/T 897基礎(chǔ)上,對(duì)尺寸偏差進(jìn)行了調(diào)整。
自本標(biāo)準(zhǔn)實(shí)施之日起,YB/T 897-1985《電焊錨鏈用圓鋼技術(shù)條件》作廢。
本標(biāo)準(zhǔn)由原國(guó)家冶金工業(yè)局提出。
本標(biāo)準(zhǔn)由全國(guó)鋼標(biāo)準(zhǔn)化技術(shù)委員會(huì)歸口。
本標(biāo)準(zhǔn)起草單位:重慶鋼鐵(集團(tuán))公司、江陰興澄鋼鐵有限公司、上海五鋼(集團(tuán))公司、冶金工業(yè)信息標(biāo)準(zhǔn)研究院。
本標(biāo)準(zhǔn)主要起草人:宿艷、曾謹(jǐn)濤、郭燕、柳澤燕、沈建鋁、李國(guó)忠。
中華人民共和國(guó)國(guó)家標(biāo)準(zhǔn)
船用錨鏈圓鋼
Steel bars for ship anchor chain
GB/T 18669—2002
1 范圍
本標(biāo)準(zhǔn)規(guī)定了熱軋船用錨鏈圓鋼的尺寸、外形、質(zhì)量及允許偏差、技術(shù)要求、試驗(yàn)方法、檢驗(yàn)規(guī)則和包裝標(biāo)志及質(zhì)量證明書。
本標(biāo)準(zhǔn)適用于直徑為13.0 mm~~190.0 mm的錨鏈圓鋼(以下簡(jiǎn)稱圓鋼)。
2 引用標(biāo)準(zhǔn)
下列標(biāo)準(zhǔn)所包含的條文,通過在本標(biāo)準(zhǔn)中引用而構(gòu)成為本標(biāo)準(zhǔn)的條文。本標(biāo)準(zhǔn)出版時(shí),所示版本均為有效,所有標(biāo)準(zhǔn)都會(huì)被修訂,使用本標(biāo)準(zhǔn)的各方應(yīng)探討使用下列標(biāo)準(zhǔn)最新版本的可能性。
GB/T 222—1984鋼的化學(xué)分析用試樣取樣法及成品化學(xué)成分允許偏差
GB/T 223.3—1988鋼鐵及合金化學(xué)分析方法 二安替吡啉甲烷磷鉬酸重量法測(cè)定磷量
GB/T 223.5—1997鋼鐵及合金化學(xué)分析方法還原型硅鉬酸鹽光度法測(cè)定酸溶硅含量
GB/T 223.10—20.0鋼鐵及合金化學(xué)分析方法 銅鐵試劑分離一鉻天青S光度法測(cè)定鋁含量
GB/T 223.11—1991鋼鐵及合金化學(xué)分析方法 過硫酸銨氧化容量法測(cè)定鉻量
GB/T 223.14—2000 鋼鐵及合金化學(xué)分析方法 鉭試劑萃取光度法測(cè)定釩含量
GB/T 223.16—1991 鋼鐵及合金化學(xué)分析方法 變色酸光度法測(cè)定鈦量
GB/T 223.18—1994鋼鐵及合金化學(xué)分析方法 硫代硫酸鈉分離一碘量法測(cè)定銅量
GB/T 223.24—1994鋼鐵及合金化學(xué)分析方法 萃取分離一丁二酮肟分光光度法測(cè)定鎳量
GB/T 223.63—1988鋼鐵及合金化學(xué)分析方法 高碘酸鈉(鉀)光度法測(cè)定錳量
GB/T 223.64—1988鋼鐵及合金化學(xué)分析方法 火焰原子吸收光譜法測(cè)定錳量
GB/T 223.68—1997 鋼鐵及合金化學(xué)分析方法 管式爐內(nèi)燃燒后碘酸鉀滴定法測(cè)定硫含量
GB/T 223.71—1997鋼鐵及合金化學(xué)分析方法管式爐內(nèi)燃燒后重量法測(cè)定碳含量
GB/T 223.74—1997鋼鐵及合金化學(xué)分析方法非化合碳含量的測(cè).定
GB/T 228—1987金屬拉伸試驗(yàn)方法
GB/T 229—1994金屬夏比缺口沖擊試驗(yàn)方法
GB/T 232—1999金屬材料彎曲試驗(yàn)方法
GB/T 2101—1989型鋼驗(yàn)收、包裝、標(biāo)志及質(zhì)量證明書的一般規(guī)定
GB/T 2975—1998鋼及鋼產(chǎn)品力學(xué)性能試驗(yàn)位置及試樣制備
GB/T 4336—1984碳素鋼和中低合金鋼的光電發(fā)射光譜分析方法
GB/T 6397—1986金屬拉伸試驗(yàn)試樣
GB/T 17505—1998鋼及鋼產(chǎn)品交貨一般技術(shù)要求
3 訂貨內(nèi)容
按本標(biāo)準(zhǔn)訂貨的合同或訂單應(yīng)包括下列內(nèi)容:
a)標(biāo)準(zhǔn)編號(hào);
b)產(chǎn)品名稱;
c)牌號(hào);
d)交貨質(zhì)量(理論質(zhì)量或?qū)嶋H質(zhì)量);
e)尺寸與外形;
f)沖擊溫度(牌號(hào)CM690);
g)特殊要求(如有要求,見6.5卜.
4 牌號(hào)
4.1 圓鋼的牌號(hào)由CM和抗拉強(qiáng)度最小值組成,C、M分別為“船”、“錨”的漢語拼音首位字母。
4.2 圓鋼的牌號(hào)和直徑應(yīng)符合表1規(guī)定。根據(jù)需方要求并在合同中注明,可以生產(chǎn)其他牌號(hào)的圓鋼。

5 尺寸、外形、質(zhì)量及允許偏差
5.1尺寸及允許偏差
5.1.1 圓鋼尺寸及允許偏差應(yīng)符合表2規(guī)定。根據(jù)需方要求并在合同中注明,可以生產(chǎn)其他規(guī)格的圓鋼。
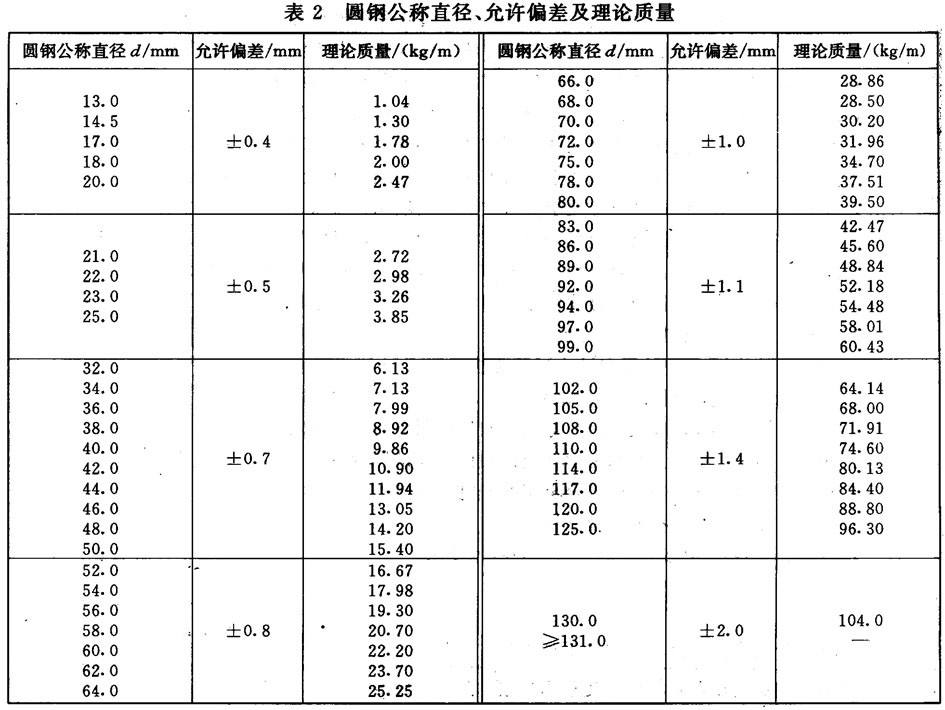
5.1.2 圓鋼按理論質(zhì)量或?qū)嶋H質(zhì)量交貨。當(dāng)按理論質(zhì)量交貨時(shí),其單位質(zhì)量計(jì)算按表2規(guī)定執(zhí)行。
5.1.3圓鋼的不圓度應(yīng)符合表3規(guī)定。

5.2長(zhǎng)度及允許偏差
5.2.1圓鋼通常長(zhǎng)度為2500 mm~7000 mm。
5.2.2根據(jù)需方要求,可按定、倍尺長(zhǎng)度交貨,其長(zhǎng)度允許偏差為 50mm。允許有非定尺長(zhǎng)度,其質(zhì)量
不超過交貨質(zhì)量的10%。
5.3外形
5.3.1 彎曲度
圓鋼每米彎曲度不大于4.0 mm,總彎曲度不大于總長(zhǎng)度的0.4%。
5.3.2端部
圓鋼兩端的切斜度不得大于公稱直徑的30%。用剪切機(jī)剪切的圓鋼端頭允許有局部變形。
6 技術(shù)要求
6.1牌號(hào)及化學(xué)成分
6.1.1鋼的化學(xué)成分(熔煉分析)應(yīng)符合表4的規(guī)定。

6.1.2可測(cè)定總鋁(Alt)含量代替酸溶鋁(Als)含量。此時(shí)總鋁質(zhì)量分?jǐn)?shù)應(yīng)不小于0.020%。
6.1.3鋼中允許加入V、Nb、Ti等微量元素。
6.1.4對(duì)牌號(hào)CM690可按表5規(guī)定單獨(dú)或以任一混合形式加入微量元素,當(dāng)單獨(dú)加入時(shí),其含量應(yīng)符合表5的規(guī)定,混合加入兩種或兩種以上元素時(shí),其總質(zhì)量分?jǐn)?shù)不得大于0.12%。

6.1.5在力學(xué)性能符合本標(biāo)準(zhǔn)規(guī)定的情況下,Mn、Si下限可不限。
6.1.6鋼中殘余鎳、鉻的質(zhì)量分?jǐn)?shù)應(yīng)各不大于0.30%,銅的質(zhì)量分?jǐn)?shù)應(yīng)不大于0.25%。供方如能保證,可不進(jìn)行分析。
6.1.7成品鋼材化學(xué)成分允許偏差應(yīng)符合GB/T 222的規(guī)定。
6.2冶煉方法
鋼由氧氣轉(zhuǎn)爐或電爐冶煉。
6.3交貨狀態(tài)
圓鋼以熱軋狀態(tài)交貨。
6.4力學(xué)性能和工藝性能
6.4.1 圓鋼的力學(xué)性能和工藝性能應(yīng)符合表6規(guī)定。
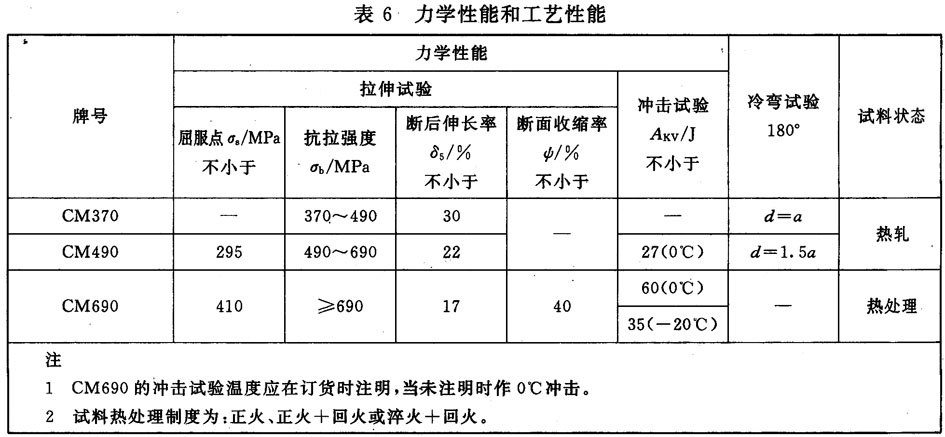
6.4.2直徑不小于25 mm圓鋼的冷彎試驗(yàn),如試樣不經(jīng)切削則彎心直徑應(yīng)較表6所列數(shù)據(jù)再加一個(gè)試樣直徑“α”。
6.4.3 V型沖擊試驗(yàn)結(jié)果判定按GB/T 17505-1998第8.3.4.2條執(zhí)行。
6.5特殊要求
根據(jù)需方要求并在合同中注明,CM490、CM690圓鋼的橫截面酸浸低倍組織試片上,不得有目視可見的縮孔、氣泡、裂紋和白點(diǎn)缺陷;其酸浸低倍組織級(jí)別應(yīng)為:一般疏松不大于3級(jí),中心疏松不大于3級(jí),偏析不大于3級(jí)。
6.6表面質(zhì)量
6.6.1 圓鋼表面不得有目視可見的裂紋、結(jié)疤、折疊和夾雜。
6.6.2 圓鋼表面允許有局部發(fā)紋、拉裂、凹坑、麻點(diǎn)和劃痕,但缺陷的深度或高度從實(shí)際尺寸算起,不得超過該圓鋼尺寸允許偏差之半。
6.6.3圓鋼表面缺陷允許清除,清除處應(yīng)圓滑無棱角,清除應(yīng)沿縱向進(jìn)行,清除深度從實(shí)際尺寸算起不得超過該圓鋼尺寸公差之半,清除寬度不得小于清除深度的五倍。同一截面達(dá)到最大清除深度不得多于一處。
7 試驗(yàn)方法
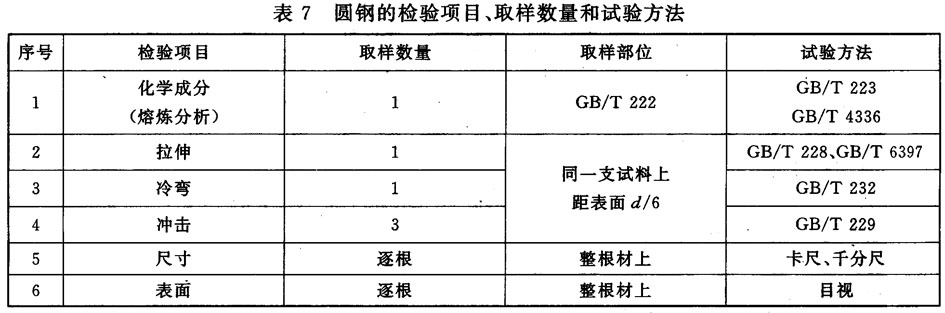
7.1 每批圓鋼的檢驗(yàn)項(xiàng)目、取樣數(shù)量、取樣部位和試驗(yàn)方法應(yīng)符合表7規(guī)定。
7.2拉伸、冷彎和沖擊試驗(yàn)試樣的制備:
7.2.1 對(duì)直徑不大于40 mm的圓鋼應(yīng)保留圓鋼軋制面,不經(jīng)切削加工進(jìn)行拉伸試驗(yàn),當(dāng)試驗(yàn)機(jī)能力不夠時(shí),允許將試樣進(jìn)行車削或切削部分截面。
7.2.2對(duì)直徑大于40 mm圓鋼的拉伸、冷彎、沖擊試樣的制備,按GB/T 2975的規(guī)定執(zhí)行。按圖1規(guī)定的位置取樣。
7.3化學(xué)分析的仲裁方法按GB/T 223進(jìn)行。
8 檢驗(yàn)規(guī)則

8.1檢查和驗(yàn)收
圓鋼由供方質(zhì)量技術(shù)監(jiān)督部門檢查和驗(yàn)收,需方有權(quán)按合同規(guī)定進(jìn)行檢驗(yàn)。
8.2組批規(guī)則
8.2.1 圓鋼應(yīng)成批驗(yàn)收,每批由同一爐號(hào)、同一直徑的圓鋼組成。
8.2.2氧氣轉(zhuǎn)爐生產(chǎn)的CM370、CM490鋼允許同一牌號(hào)、同一冶煉方法、不同爐罐號(hào)組成混合批,但每批不得多于6個(gè)爐罐號(hào),各爐罐號(hào)含碳量之差不得大于0.02%,含錳量之差不得大于0.15%。每批圓鋼的總質(zhì)量不得大于50 t。
8.2.3CM690錨鏈圓鋼不允許組混合批。
8.3復(fù)驗(yàn)與判定
圓鋼檢驗(yàn)項(xiàng)目的復(fù)驗(yàn)與判定規(guī)則應(yīng)符合GB/T 17505—1998第8.3.4.3條的規(guī)定。
9 包裝、標(biāo)志及質(zhì)量證明書
圓鋼的包裝、標(biāo)志及質(zhì)量證明書應(yīng)符合GB/T 2101的規(guī)定。
中華人民共和國(guó)國(guó)家質(zhì)量監(jiān)督檢驗(yàn)檢疫總局2002-03-10批準(zhǔn) 2002—07—01實(shí)施
- [騰訊]
- 關(guān)鍵字:無





