
 加入收藏
加入收藏 首頁
首頁
薄 板 坯
瀏覽:次|評論:0條 [收藏] [評論]
中華人民共和國行業標準
薄 板 坯
1 主題內容與適用范圍
本標準規定了碳素鋼、低合金鋼、優質碳素鋼和硅鋼薄板坯的尺寸、外形、重量、技術要求、試驗方法、檢驗規則、包裝、標志和質量證明書等。
本標準適用于生產薄板用的碳素鋼、低合金鋼、優質碳素鋼和硅鋼板坯。
2引用標準
GB 222鋼的化學分析用試樣取樣法及成品化學成分允許偏差
GB 223鋼鐵及合金化學分析方法
GB 699優質碳素結構鋼技術條件
GB 700碳素結構鋼
GB 1591低合金結構鋼
GB
GB 5212 電工用熱軋硅鋼薄鋼板
3尺寸、外形及重量
3.1尺寸
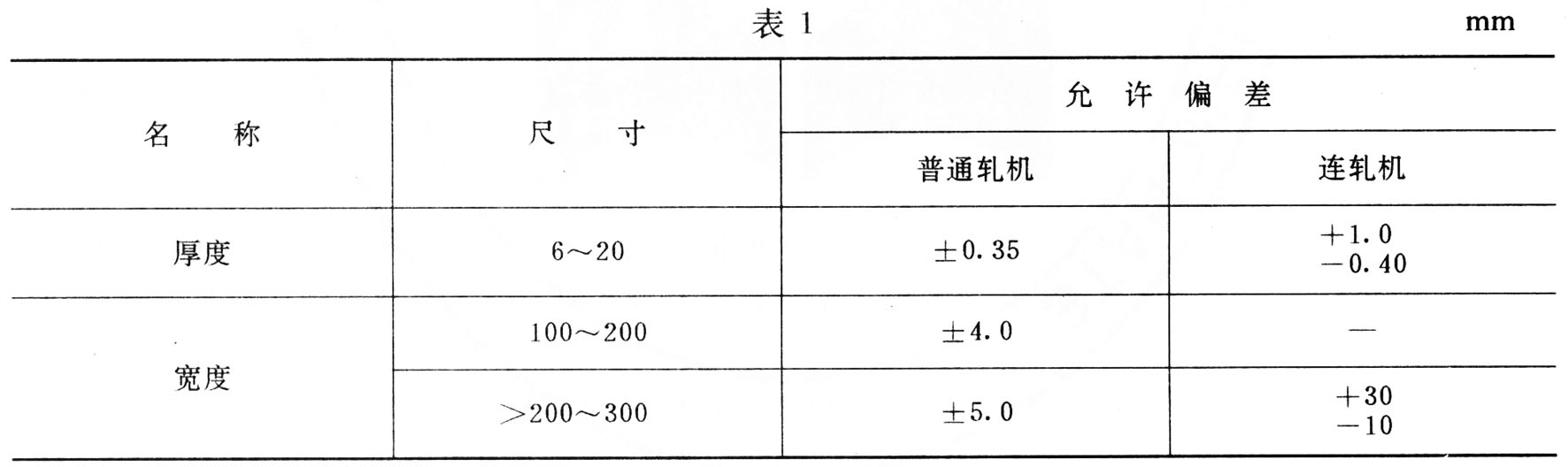
3.1.1截面尺寸及允許偏差
3.1.1.1 薄板坯的截面尺寸及允許偏差應符合表l的規定。
3.1.1.2經供需雙方協議,普通軋機軋制的薄板坯尺寸允許偏差可在公差帶范圍內調整。
3.1.2長度及允許偏差.
3.1.2.1 交貨長度
薄板坯以定尺或倍尺長度交貨,其長度由供需雙方協議,并在合同中注明。
3.1.2.2長度允許偏差
薄板坯的長度允許偏差為:
長度≤
>
3.2外形
3.2.1普通軋機軋制的薄板坯鐮刀彎每米不得大于
連軋機軋制的薄板坯鐮刀彎每米不得大于
3.2.2薄板坯的剪切斜度不得超過
3.5交貨重量
薄板坯以實際重量交貨。
3.4標記示例
用10號鋼軋成的10×200×6
![]()
4技術要求
4.1牌號及化學成分
4.1.1鋼的牌號及化學成分(熔煉分析)應符合GB 699,GB 700,GB 1591和GB 5212的相應規定。
4.1.2薄板坯成品化學成分允許偏差應符合GB 222的規定。
4.2冶煉方法
鋼由氧氣轉爐、平爐或電爐冶煉,除非需方有特殊要求,并在合同中注明,冶煉方法一般由供方自行決定。
4.5交貨狀態
薄板坯以熱軋狀態交貨。
4.4表面質量
4.4.1 薄板坯表面不得有肉眼可見的裂縫、折疊、結疤、氣泡、夾雜、壓入的氧化鐵皮及端面不得有分層。允許有局部的麻點、凸起和凹痕等缺陷,但深度或高度(指同一截面內缺陷深度或高度之和)不得超過薄板坯公稱厚度的8%;側面上的拉裂深度不得超過7 ITIITI,且側面上兩相對邊的缺陷深度之和不得大于9 H'llTI。
4.4.2表面缺陷超過規定范圍時,應用風鏟或砂輪清除,清除深度從實際尺寸算起,在上下表面上不得大于薄板坯公稱厚度的20%,在側面上不得大于20 ITlm,清除寬度不得小于清除深度的5倍。
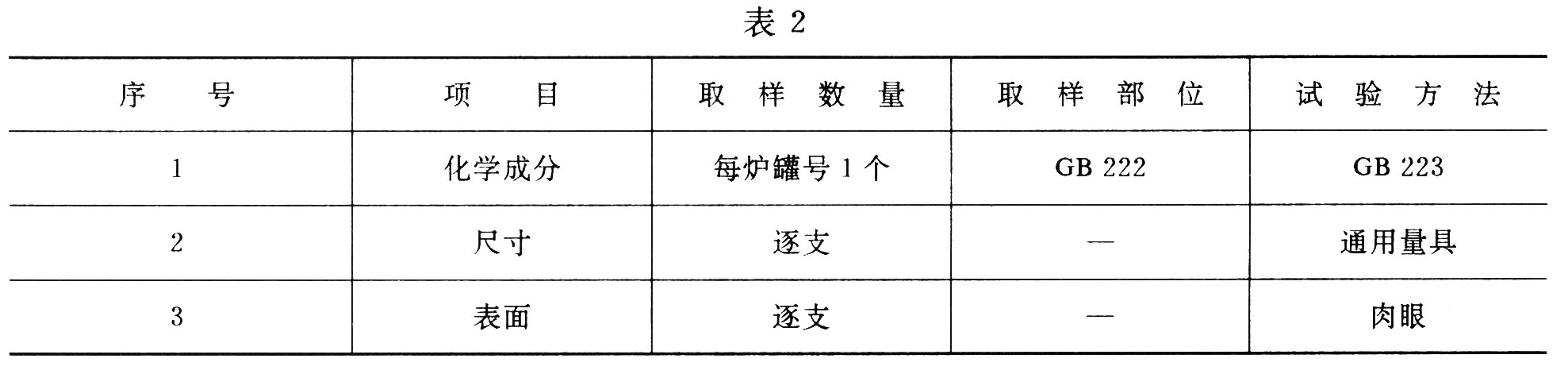
5試驗方法
薄板坯的試驗方法應符合表2規定。
6檢驗規則
6.1檢查和驗收
薄板坯的檢查和驗收由供方技術質量監督部門進行。
6.2組批規則
薄板坯的組批規則應符合相應標準的規定。
6.5厚度測量
薄板坯的厚度應在端部同一截面上測量三點,一點在中間,其余兩點在距兩邊約
7包裝、標志和質量證明書
薄板坯應捆扎包裝或按供需雙方協議,其標志和質量證明書應符合GB 2101的規定。
附加說明:
本標準由冶金工業部情報標準研究總所提出。
本標準由冶金工業部情報標準研究總所歸口。
本標準由冶金工業部情報標準研究總所、鞍山鋼鐵公司負責起草。
本標準主要起草人于凱、高興山。
中華人民共和國冶金工業部1 9 9 1—0 5—0 4批準 1 9 9 2—0 1-0 1實施
- 上一篇:初軋坯和鋼坯技術條件 下一篇:熱軋鋼坯尺寸、外形、重量及允許偏差
- [騰訊]
- 關鍵字:無





