
 加入收藏
加入收藏 首頁
首頁
彈簧鋼、工具鋼冷軋鋼帶
瀏覽:次|評(píng)論:0條 [收藏] [評(píng)論]
前言
本標(biāo)準(zhǔn)代替YB/T 5058—1993((彈簧鋼、工具鋼冷軋鋼帶》。
本標(biāo)準(zhǔn)與原標(biāo)準(zhǔn)對(duì)比,主要修訂內(nèi)容如下:
——對(duì)分類和代號(hào)重新進(jìn)行了規(guī)定;
——尺寸、外形及允許偏差引用了GB/T 15391—1994;
——?jiǎng)h去了牌號(hào)65Si2MnWA。
本標(biāo)準(zhǔn)由中國鋼鐵工業(yè)協(xié)會(huì)提出。
本標(biāo)準(zhǔn)由全國鋼標(biāo)準(zhǔn)化技術(shù)委員會(huì)歸口。
本標(biāo)準(zhǔn)起草單位:冶金工業(yè)信息標(biāo)準(zhǔn)研究院。
本標(biāo)準(zhǔn)主要起草人:王曉虎、董莉。
本標(biāo)準(zhǔn)所代替標(biāo)準(zhǔn)的歷次版本發(fā)布情況為:
GB 3525 1983;YB/T 5058—1 993。
彈簧鋼、工具鋼冷軋鋼帶
1 范圍
本標(biāo)準(zhǔn)規(guī)定了彈簧鋼和工具鋼冷軋鋼帶的分類和代號(hào)、尺寸、外形、重量、技術(shù)要求、試驗(yàn)和檢驗(yàn)、包裝、標(biāo)志及質(zhì)量證明書等。
本標(biāo)準(zhǔn)適用于制造彈簧、刀具、帶尺等制品、軋制寬度小于600 mm的彈簧鋼和工具鋼冷軋鋼帶。
2規(guī)范性引用文件
下列文件中的條款通過本標(biāo)準(zhǔn)的引用而成為本標(biāo)準(zhǔn)的條款。凡是注日期的引用文件,其隨后所有的修改單(不包括勘誤的內(nèi)容)或修訂版均不適用于本標(biāo)準(zhǔn).然而,鼓勵(lì)根據(jù)本標(biāo)準(zhǔn)達(dá)成協(xié)議的各方研究是否可使用這些文件的最新版本。凡是不注日期的引用文件,其最新版本適用于本標(biāo)準(zhǔn)。
GB/T 222 1 984 鋼的化學(xué)分析用試樣取樣法及成品化學(xué)成分允許偏差
GB/T 223.3 鋼鐵及合金化學(xué)分析方法 二安替吡啉甲烷磷鉬酸重量法測(cè)定磷量
GB/T 223.9 鋼鐵及合金化學(xué)分析方法 鉻天青S光度法測(cè)定鋁含量
GB/T 223.10鋼鐵及合金化學(xué)分析方法銅鐵試劑分離一鉻天青S光度法測(cè)定鋁含量
GB/T 223.1 1鋼鐵及合金化學(xué)分析方法過硫酸銨氧化容量法測(cè)定鉻量
GB/T 223.14鋼鐵及合金化學(xué)分析方法鉭試劑萃取光度法測(cè)定釩含量
GB/T 223.16鋼鐵及合金化學(xué)分析方法變色酸光度法測(cè)定鈦量
GB/T 223.18鋼鐵及合金化學(xué)分析方法硫代硫酸鈉分離一碘量法測(cè)定銅量
GB/T 223.23鋼鐵及合金化學(xué)分析方法丁二酮肟分光光度法測(cè)定鎳量
GB/T 223.24鋼鐵及合金化學(xué)分析方法萃取分離二丁二酮肟分光光度法測(cè)定鎳量
GB/T 223.26鋼鐵及合金化學(xué)分析方法硫氰酸鹽直接光度法測(cè)定鉬量
GB/T 223.27鋼鐵及合金化學(xué)分析方法硫氰酸鹽一乙酸丁酯萃取分光光度法測(cè)定鉬量
GB/T 223.39 鋼鐵及合金化學(xué)分析方法氯磺酚S光度法測(cè)定鈮量
GB/T 223.54 鋼鐵及合金化學(xué)分析方法 火焰原子吸收分光光度法測(cè)定鎳量(GB/T 223.54—2004.ISO4940:1 985,eqv)
GB/T 223.58 鋼鐵及合金化學(xué)分析方法亞砷酸鈉亞硝酸鈉滴定法測(cè)定錳量
GB/T 223.59 鋼鐵及合金化學(xué)分析方法銻磷鉬藍(lán)光度法測(cè)定磷量
GB/T 223.60 鋼鐵及合金化學(xué)分析方法高氯酸脫水重量法測(cè)定硅量
GB/T 223.61 鋼鐵及合金化學(xué)分析方法磷鉬酸銨容量法測(cè)定磷量
GB/T 223.62 鋼鐵及合金化學(xué)分析方法乙酸丁酯萃取光度法測(cè)定磷量
GB/T 223.63 鋼鐵及合金化學(xué)分析方法高碘酸鈉(鉀)光度法測(cè)定錳量
GB/T 223.64 鋼鐵及合金化學(xué)分析方法火焰原子吸收光譜法測(cè)定錳量
GB/T 223.67 鋼鐵及合金化學(xué)分析方法還原蒸餾一次甲基藍(lán)光度法測(cè)定硫含量
GB/T 223.68 鋼鐵及合金化學(xué)分析方法管式爐內(nèi)燃燒磺酸鉀滴定法測(cè)定硫含量
GB/T 223.69 鋼鐵及合金化學(xué)分析方法管式爐內(nèi)燃燒后氣體容量法測(cè)定碳含量
GB/T 223.71 鋼鐵及合金化學(xué)分析方法管式爐內(nèi)燃燒后重量法測(cè)定碳含量
GB/T 223.72 鋼鐵及合金化學(xué)分析方法氧化鋁色層分離硫酸鋇重量法測(cè)定硫量
GB/T 223.74 鋼鐵及合金化學(xué)分析方法非化合碳含量的測(cè)定
GB/T 223.75 鋼鐵及合金化學(xué)分析方法甲醇蒸餾姜黃素光度法測(cè)定硼量
GB/T 223.76 鋼鐵及合金化學(xué)分析方法火焰原子吸收光譜法測(cè)定釩量(GB/T 223.76—2 ISO9647:1 989,eqV)
GB/T 224 鋼的脫碳層深度測(cè)定法
GB/T 228金屬材料室溫拉伸試驗(yàn)方法(GB/F 228--2002,eqv ISO 6892:1998)
GB/T 247--1997鋼板和鋼帶檢驗(yàn)、包裝、標(biāo)志及質(zhì)量證書的一般規(guī)定
GB/T 1222--1984彈簧鋼
GB/T 1298--1 986碳素工具鋼技術(shù)條件
GB/T 1 299--2000合金工具鋼
GB/T 15391--1994 寬度小于600 mm冷軋鋼帶的尺寸、外形及允許偏差
3 訂貨內(nèi)容
訂貨時(shí)用戶需提供下列信息:
a) 標(biāo)準(zhǔn)編號(hào);
b) 牌號(hào);
c)規(guī)格及尺寸精度;
d) 表面等級(jí);
e) 交貨狀態(tài);
f) 邊緣狀態(tài);
g) 重量;
h) 包裝要求;
i) 其他要求。
4分類與代號(hào)
4.1 按邊緣狀態(tài)分
切邊 EC
不切邊 EM
4.2按尺寸精度分
普通厚度精度 PT.A
較高厚度精度 PT.B
普通寬度精度 Pw.A
較高寬度精度 Pw.B
4.3按表面質(zhì)量分
普通級(jí) FA
較高級(jí) FB
4.4按軟硬程度分
冷硬鋼帶 H
退火鋼帶 FA
球化退火鋼帶 FG
5尺寸、外形、重量及允許偏差
鋼帶的尺寸、外形、重量及允許偏差應(yīng)符合GB/T15391一1994的相應(yīng)規(guī)定。
6技術(shù)要求
6.1牌號(hào)和化學(xué)成分
T7、T7A、T8、T8A、TSMn、TSMnA、T9、T9A、T10、T10A、T11、T11A、T12、T12A、T13、T13A的化學(xué)成分應(yīng)符合GB/T 1298 1986的規(guī)定。
Cr06的化學(xué)成分應(yīng)符合GB/T 1299--2000的規(guī)定。
85、65Mn、50CrVA、60Si2Mn、60Si2MnA的化學(xué)成分應(yīng)符合GB/T 1222—1 984的規(guī)定。
70SiCrA的化學(xué)成分應(yīng)符合表1的規(guī)定。

6.2鋼帶應(yīng)成卷交貨。冷硬鋼帶和厚度不大于0.3 mm的退火鋼帶,卷的內(nèi)徑不得小于150 mm;厚度大于0.3 mm的退火鋼帶,卷的內(nèi)徑不得小于200 mm。
經(jīng)雙方協(xié)議,厚度不小于1 mm的鋼帶可直條交貨,其長(zhǎng)度為2 m~3 m,但允許交付長(zhǎng)度不小于1 m的短尺鋼帶,其數(shù)量不得大于一批重量的10%。
6.3鋼帶力學(xué)性能應(yīng)符合表2的規(guī)定。
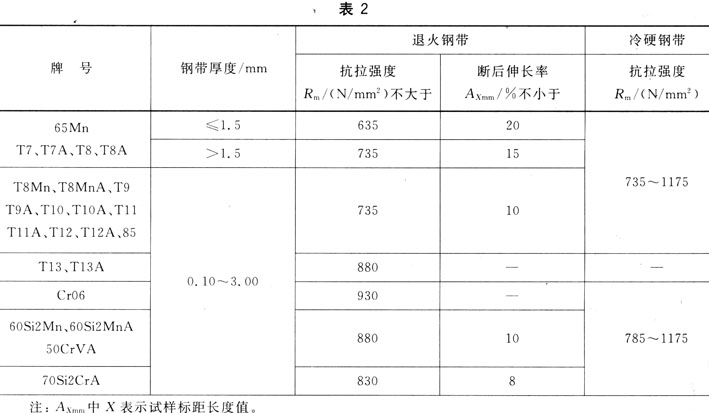
厚度不大于0.2 mm的退火鋼帶伸長(zhǎng)率指標(biāo)不作為交貨條件。
6.4根據(jù)需方要求,可檢驗(yàn)鋼帶的硬度。硬度值與試驗(yàn)方法由供需雙方協(xié)議規(guī)定。
6.5經(jīng)雙方協(xié)議可供應(yīng)球化退火的鋼帶。球狀珠光體的級(jí)別及評(píng)定方法由雙方協(xié)議規(guī)定。
6.6鋼帶一面總脫碳層(傘脫碳層 部分脫碳層)深度應(yīng)符合表3的規(guī)定。

6.7較高級(jí)鋼帶的表面應(yīng)光滑,不得有裂紋、結(jié)疤、外來夾雜物、氧化鐵皮、鐵銹、分層。允許有深度或高度不大于鋼帶厚度允許偏差之半的個(gè)別微小的凹面、凸塊、劃痕、壓痕和麻點(diǎn)。
6.8普通級(jí)鋼帶的表面可呈氧化色,不得有裂紋、結(jié)疤、外來夾雜物、氧化鐵皮、鐵銹、分層。允許有深度或高度不大于鋼帶厚度允許偏差的個(gè)別微小凹面、凸塊、劃痕、壓痕、麻點(diǎn)以及不顯著的波紋和槽形。
6.9 在切邊鋼帶的邊緣上,允許有深度不大于寬度允許偏差之半的切割不齊和尺寸不大于厚度允許偏差的毛刺。
6.10在不切邊鋼帶的邊緣上,允許有深度不大于鋼帶寬度允許偏差的裂邊。
6.11 對(duì)于特殊用途鋼帶的特殊要求(顯微組織、脫碳層深度、力學(xué)性能、不平度、粗糙度等)由雙方協(xié)議協(xié)定。
7試驗(yàn)方法
7.1 每批鋼帶檢驗(yàn)試樣數(shù)量及試驗(yàn)方法按表4的規(guī)定。
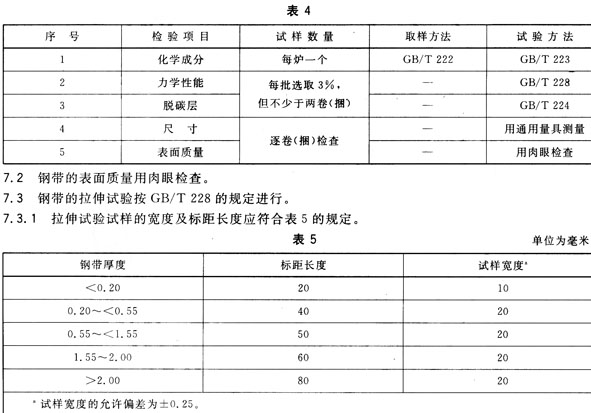
7.3.2寬度小于15 mm的鋼帶和厚度大于0.18 mm、寬度小于25 mm的鋼帶做拉伸試驗(yàn)時(shí),采取寬度與鋼帶寬度相等的試樣。此時(shí)不測(cè)定伸長(zhǎng)率。
7.3.3拉伸試樣平行于軋制方向切取。
7.3.4做拉伸試驗(yàn)時(shí),試樣破斷的部位應(yīng)在試樣標(biāo)距長(zhǎng)度中央1/3的區(qū)間內(nèi)方為有效,否則應(yīng)另取試樣重新試驗(yàn)。
7.3.5按照試樣試驗(yàn)前的實(shí)際截面計(jì)算強(qiáng)度。
7.4脫碳層深度檢查按GB/T 224進(jìn)行。
8檢驗(yàn)規(guī)則
鋼帶應(yīng)成批驗(yàn)收。每批由同一牌號(hào)、同一爐罐號(hào)、同一尺寸及同一類別的同一組鋼帶組成。
8.2鋼的化學(xué)成分按熔煉分析結(jié)果填人質(zhì)量證明書。根據(jù)需方要求,可檢驗(yàn)成品鋼帶的化學(xué)成分。
8.3所有鋼帶均須作外觀及尺寸檢驗(yàn)。
8.4鋼帶的不平度在冷硬狀態(tài)下檢驗(yàn)。
8.5從外觀和尺寸檢查合格的鋼帶中,選取3%但不少于兩卷(捆)做鋼帶的拉伸試驗(yàn)、硬度試驗(yàn)、球狀珠光體級(jí)別及脫碳層深度等檢驗(yàn)。
進(jìn)行每項(xiàng)試驗(yàn)時(shí),從所取每卷的內(nèi)端和外端各取一個(gè)試樣,或者從每個(gè)選出的捆中取出兩條鋼帶各取一試樣。
8.6試樣的采取部位,不切邊鋼帶距邊緣不小于10 mm,切邊鋼帶距邊緣不小于5 mm。
8.7 鋼帶的復(fù)驗(yàn)規(guī)定按GB/T 247—1997執(zhí)行。
9包裝、標(biāo)志及質(zhì)量證明書
鋼帶的包裝、標(biāo)志及質(zhì)量證明書按GB/T 247—1997的規(guī)定進(jìn)行。
- 上一篇:低碳鋼冷軋鋼帶 下一篇:彩色顯象管彈簧用不銹鋼冷軋鋼帶
- [騰訊]
- 關(guān)鍵字:無





