�����ղ�
�����ղ� ���
���
���ڏU��ض������c�ğ��Y(ji��)�K�c�A(y��)��ϵ�y(t��ng)
�g�[����|�uՓ��0�l [�ղ�] [�uՓ]
ժ Ҫ̽ӑ�˻��ڟ��Y(ji��)�U��ض������c�ĽK�c�A(y��)����ԣ��_�l(f��)�˟��Y(ji��)�K�cģ��߉��
ժ Ҫ̽ӑ�˻��ڟ��Y(ji��)�U��ض������c�ĽK�c�A(y��)����ԣ��_�l(f��)�˟��Y(ji��)�K�cģ��߉��
��ģ�ͣ����K�c��ʩ��(zh��n)�_���A(y��)�y�A(y��)����ھ���(y��u)�����ơ�ԓϵ�y(t��ng)�ڝ�䓌�ʩ��ʹ���Y(ji��)�C����
ϵ��(sh��)�����0��2 t��(m����h)���K�c������7������3����
�P(gu��n)�I�~ ���Y(ji��)ģ�� �K�c�A(y��)��ģ������ �U��ض������c ��С���˷�
1 ǰ ��
���Y(ji��)�K�c���c���Y(ji��)�C�a(ch��n)�����|(zh��)���ͳɱ��������P(gu��n)����Ҫ��������(sh��)�����Y(ji��)�K�c���Ƶ�λ��
�Ϳ��ƵĜ�(zh��n)�_���DZ��C�_܇�ϻ����������ɟ��Y(ji��)�^�̵��P(gu��n)�I������K�c���Ʋ��ã������F(xi��n)�^���cǷ���F(xi��n)���ߠt������������Ӱ�[1]����ˣ������Y(ji��)�K�c�����ڹ�ˇҪ���λ���ϣ�ʹ���Y(ji��)�C�a(ch��n)���͟��Y(ji��)�V�|(zh��)���_�����ֵ��������Ҫ���x��
2 ����(n��i)����Y(ji��)�K�c���ƬF(xi��n)��
���Y(ji��)�^����һ����(f��)�s�����������W(xu��)����(y��ng)�^�̣���һ����(f��)�s�ĕr׃�ӑB(t��i)�Ǿ���ϵ�y(t��ng)�������^����T���Լ��r׃�����c�����Y(ji��)�K�cλ���漰�����ر��࣬�����е�ԭ�υ���(sh��)����������(sh��)�͠�B(t��i)����(sh��)����ֱ�ӻ��g�ӌ��K�c��B(t��i)�a(ch��n)��Ӱ푡����ڌ��K�cλ�ßo���M��ֱ�Ӝy�������y�������_�Ĕ�(sh��)�W(xu��)ģ�ͣ���ˣ����Y(ji��)�K�c�Ŀ����ǟ��Y(ji��)���a(ch��n)�е�һ�����͵Ŀ����y�c��
�ć������r�������ܶ��S�ҵĽK�c�������ɲ��ý�(j��ng)�?z��i)��?/span>PID������u�����ܻ���ģ�ͻ������һ�����ϵ�y(t��ng)�l(f��)չ���������ø��N����ģ�ͺ͌���ϵ�y(t��ng)�팍�F(xi��n)���a(ch��n)�^���Ԅӻ�����(w��n)�����Y(ji��)���a(ch��n)�^�̣��Ķ�����˟��Y(ji��)�V�|(zh��)���̈́ڄ����a(ch��n)�ʣ������������a(ch��n)�ɱ������C����ߠt�ṩ�ϸ�ğ��Y(ji��)�V��ʹ�ߠt���a(ch��n)��(w��n)���\��[2]��
�҇����S������͟��Y(ji��)�S�������o(j��)80����ԁ����M�����Mˮƽ�ļ�ɢ�Ϳ���ϵ�y(t��ng)���Ԅӿ��Ƽ��g(sh��)�õ�������(y��ng)�İl(f��)չ�����ڟ��Y(ji��)�K�c�����ϣ������̎��һ����ֵ����ˮƽ���c������ȣ��҇��ڟ��Y(ji��)�K�c���Ʒ���߀���ஔ(d��ng)��IJ�ࡣ
��䓟��Y(ji��)�S�F(xi��n)�Ѓ��_
3���Y(ji��)�K�c���A(y��)���cģ������
3��1���Y(ji��)�K�c��ģ������
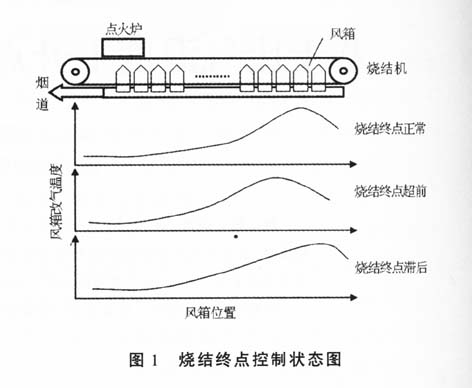
���Y(ji��)�K�c��ָ���Y(ji��)�^�̽Y(ji��)���r��λ�ã����όӟ��r������(y��ng)���L(f��ng)��λ�Á���ʾ�������
��B(t��i)Ҋ�Dl��
���Y(ji��)�K�c��B(t��i)�����Y(ji��)�V�Įa(ch��n)���|(zh��)���кܴ�Ӱ푣�һ���J(r��n)����Y(ji��)�K�c��(y��ng)��(d��ng)�����ڵ���(sh��)�ڶ����L(f��ng)���λ�á������Y(ji��)�K�c��ǰ�����Y(ji��)�C����Ч��e���ܵõ�������ã���֮����(d��ng)���Y(ji��)�K�c���������ό�߀δ���Y(ji��)�ꮅ������ɷ��V���ӡ���Ʒ���½���
�ğ��Y(ji��)�^��“��׃������r��������ϡ��Ǿ���”�����c���������Y(ji��)�K�c����ϵ�y(t��ng)�ǵ��͵�ģ��ϵ�y(t��ng)��ϵ�y(t��ng)��ģ��������ϵ�y(t��ng)��Ϣ�IJ������ԡ����_���Ժ�ģ����[3]�����w���F(xi��n)�飺
1)���Y(ji��)�K�c�������Y(ji��)�K�c��ֱ��Ӱ푵ą���(sh��)�o��ֱ�әz�y��
2)��ͬ�IJ������{(di��o)��(ji��)�K�c�Ľ�(j��ng)���в��
3)��(j��ng)���^���кܴ�IJ��_���ԣ�
4)���Y(ji��)�K�c�˞��Д�����(j��)��ģ���ԣ�
5)���Y(ji��)�K�c��B(t��i)����Ȼ�Z�������������@ģ���ԡ�
��˿�������ģ��߉�����Y(ji��)�K�c�M�п��ơ�
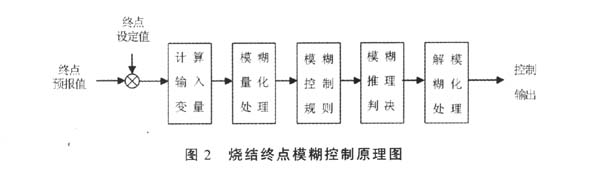
ģ������ԭ��Ҋ�D2��
3��2 BRP�K�cģ�͵��A(y��)����Ʋ���
����(j��)���ׂ��L(f��ng)��ďU��ضȁ��Д����Y(ji��)�K�c���ڕr�g���ǜ���ģ��ݱ�Ӱ푵����Y(ji��)�K�c�����������Y(ji��)�^�̵ķ�(w��n)���̓�(y��u)�����ƣ����Ա�회����Y(ji��)�K�c�M����ǰ�A(y��)��
���Y(ji��)�^�̵Ġ�B(t��i)�������Ԡ�B(t��i)�͟��B(t��i)�ɂ����棬���Ԡ�B(t��i)�Q�����Y(ji��)�^���Ƿ�����M�У������B(t��i)���^�̠�B(t��i)��ֱ�^��ӳ���όӽ�(j��ng)�c���ӵĽ����_ʼȼ����ʹͨ�^�όӺ�Ŀ՚�ض����ߡ��S�����Y(ji��)�^�̵��M�У�ȼ������u�����Ƅӣ������²��όӵ��Ԅ�������ú������F(xi��n)�����ʧ���U��ضȳ��m(x��)���ߡ���(d��ng)ȼ����ǰ�ؽӽ����l�r���U��ضȴ����������ֱ�������όӟ����_���Y(ji��)�K�c���U��ض���ߡ��˺�����ȼ�����õĽY(ji��)�����U��ض��½����ɴˣ��҂�����ͨ�^�����B(t��i)ָ��(bi��o)һ�U��ض������c(BRP)��Ӌ��������팦�K�c�M���Д���ھ��A(y��)��
ͨ�^�ڿ������Y(ji��)�C�в����L(f��ng)���ϰ��b�������ż�����U��ض��_ʼ�����cBRP̎�Ĝض��M�бO(ji��n)�y�������c̎�ڳ��^���Y(ji��)�C�Lһ���λ�ã��҂���ȡ���Y(ji��)�C�в��L(f��ng)��ضȁ�M�϶�������������������Ĺ��c���ù��cλ�Á팍�r�A(y��)����Y(ji��)�K�c��
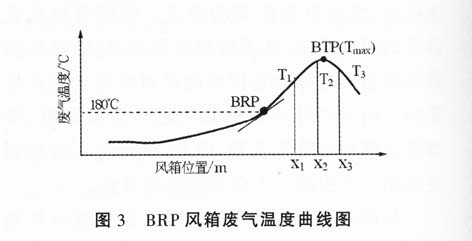
����(j��)��䓟��Y(ji��)�S�����a(ch��n)��ˇҪ��ͬF(xi��n)�������Լ��쾚�������Ľ�(j��ng)�֪�R���_���L(f��ng)��U��ض������cBRP�ĜضȞ�1
�ĈD�п��Կ�����BRPλ��׃�����A(y��)ʾ�����Y(ji��)�K�c���l(f��)��׃���������ԣ�Ҫ���F(xi��n)�����Y(ji��)�K�c�Č��r��(y��u)�����ƣ��ɽ������Y(ji��)�K�c��BRP�A(y��)�yģ�́팍�F(xi��n)����ͨ�^�Д�BRPλ�ã��팦���Y(ji��)�K�c��B(t��i)�M�Ќ��r��(zh��n)�_���A(y��)�y��Ȼ���û����A(y��)�yģ�͵ă�(y��u)������ϵ�y(t��ng)���{(di��o)��(ji��)��������(sh��)������ǰ���Ɵ��Y(ji��)�K�c��λ�á�
��䓟��Y(ji��)�K�cģ������ģ�Ͳ����ɿ���ģ��������(Fast Fuzzyr(]ontroller)������ģ��������(Slow Fuzzy Contr01ler)�ɼ��M�ɵļ�(li��n)ģ�����ƽY(ji��)��(g��u)������(j��)���H���a(ch��n)��r�����r�ز��ò�ͬ�Ŀ��Ʋ��ԣ������C���Y(ji��)�K�c��(w��n)����ϵ�y(t��ng)���O(sh��)���ķ���֮��(n��i)��
BRP���Y(ji��)�K�c�A(y��)�yģ�͵Ŀ�������Ҋ�D4��
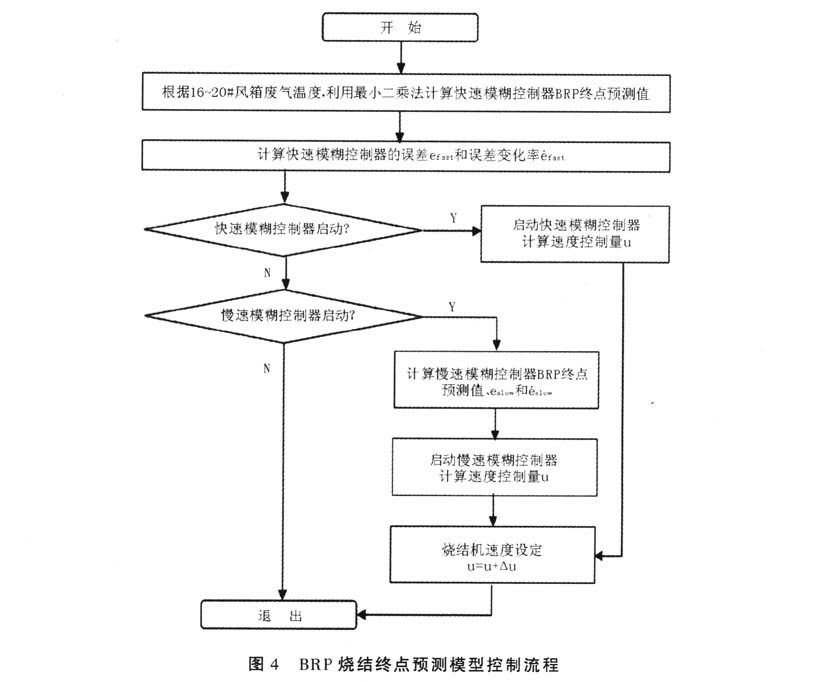
3��3 BRP���Y(ji��)�K�c�A(y��)��ֵ�Ĵ_��
BRP�������漰������Ҫ��ˇ����(sh��)�У����L(f��ng)���еďU��ضȡ����m�ܵ��еďU��ضȡ����Y(ji��)����ضȡ����Y(ji��)�C�ٶȡ����Y(ji��)�C�ٶ��O(sh��)��ֵ��������όӺ�ȡ��A݁�������l����_�ȡ��A݁�������l����_���O(sh��)��ֵ��
����(j��)���Y(ji��)���a(ch��n)�Ľ�(j��ng)��(d��ng)���Y(ji��)�K�c������BRPλ�Üض��^�ߕr���A(y��)����Y(ji��)�K�c���ܕ���ǰ����(d��ng)���Y(ji��)�K�c����BRPλ�Üض��^�͕r���A(y��)����Y(ji��)�K�c�����������ԣ���(zh��n)�_Ӌ���A(y��)�yֵBRP��λ���ǽ���߉ģ�ͺ͌��F(xi��n)���Y(ji��)�C�Ԅ��]�h(hu��n)���Ƶ��P(gu��n)�I��
��䓟��Y(ji��)�S�ğ��Y(ji��)�C����Ч���Y(ji��)�L�Ȟ�
����(j��)��16#��20#�L(f��ng)����ȡ�õ�40���U��ض�ֵ��������С���˷���ʽ��
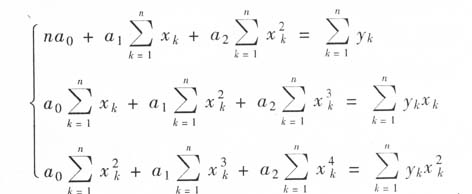
�����H���a(ch��n)�Мy���Ķ�M��(sh��)��(j��)���������������̽M���ķ�ʽ���ɵõ����ζ��ʽ���繫ʽ2��ʾ��
y=φ(x)=a0+a1x+a2x2 (2)
�����L(f��ng)��U��ضȵĶ��ζ��ʽ������
���������ζ��ʽ������(d��o)��(sh��)���õ��L(f��ng)��U��ض������Ĺ��c��ԓ�c����BRP��λ�ã���ԓ�c�ض��c
����(j��)
3��4ģ���������Ŀ���Ҏ(gu��)�t
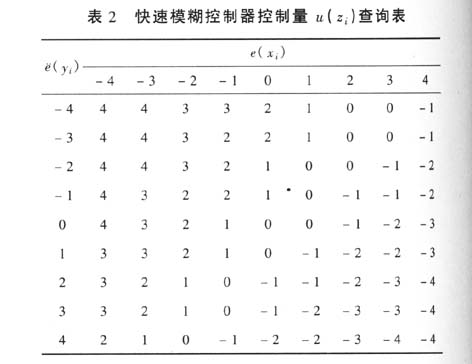
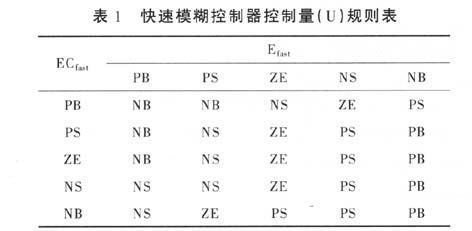
��ϵ�y(t��ng)�`��`��׃���ʡ�������ͨ�^һϵ�й�ʽӋ���õ����Եľ��_����Ȼ�����M��ģ�������քe�õ����ڸ���ģ������Efast��EUfast��U�ϵ�ģ���Ӽ�PB��PS��ZE��NS��NB���@�r������(j��)�քӿ��Ʋ��ԣ�����Կ��Y(ji��)���ڟ��Y(ji��)�K�c����ϵ�y(t��ng)�е�һ�Mģ���l���Z�䡣����ģ��������Ҏ(gu��)�t�����1��ʾ(����ģ���������Ŀ���Ҏ(gu��)�t���)��
3��5ݔ����Ϣ��ģ���ЛQ
����(j��)ģ������Ҏ(gu��)�t�õ�ģ����E��EC���M��ģ���ЛQ�����Ӌ������ڿ�����Փ��ľ��_��u�����`��e���`��׃����è�;��_��u�M������������һ��ģ�����Ʋ�ԃ��(Ҋ��2)���������惦�ڟ��Y(ji��)ϵ�y(t��ng)�Ĕ�(sh��)��(j��)���У����þ���ܛ������һ�����Ҳ�ԃ�����ӳ����ڌ��H���a(ch��n)�����^���У�ֻҪ��ÿһ�����������У����ɼ����Č��y�`��e(k)(k=0��1��2��…)��Ӌ��õ����`��׃����è(k)�քe�������������ӣ�ȡ��������(y��ng)Փ��Ԫ�ر����ģ����Ҳ�ԃ�������e(xi)��e(yi)��ͨ�^ģ��Ҏ(gu��)�t��ԃ����������ݔ������Ŀ�����׃��[4]�ٳ��Ա��������塣��ɞ�ʩ�ӵ������^��һ���Y(ji��)�C�ٶȵČ��H������׃��ֵ14 0(����ģ����������ԃ��������ϵ�y(t��ng)�����S��(sh��)�M�У��ڴ�ʡ��)��
4ϵ�y(t��ng)��Ӳ���c�W(w��ng)�j(lu��)����
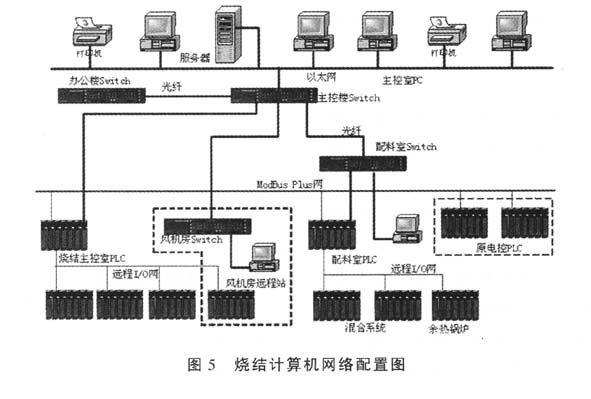
BRP���Y(ji��)�K�c�A(y��)�����ģ�͌����^���Ԅӻ���(L2)ģ�ͣ��c���A(ch��)�Ԅӻ���ϵ�y(t��ng)���ʹ�ã���Ӌ��C�W(w��ng)�j(lu��)�����Y(ji��)��(g��u)Ҋ�D5��ģ�Ͳ��û��ڿ͑��ˣ�����(w��)��(client��server)�ľW(w��ng)�j(lu��)���ƽY(ji��)��(g��u)������Ethernet��Modbus Plus��ͨӍ�f(xi��)�h�M�ɶ༉Ӌ��C�y�ع���ƽ�_�����F(xi��n)��(sh��)��(j��)�ɼ����O(sh��)����ơ�ģ���\�㡢����(sh��)�{(di��o)��(ji��)���Լ����a(ch��n)�{(di��o)�ȹ����ȸ�헹��ܡ�
�c���Y(ji��)�K�c�A(y��)��ģ�����P(gu��n)����ҪӲ�������з���(w��)��������վ������վ�Լ�����W(w��ng)�ȣ��F(xi��n)��������ˇ߉������Ҫ����ʩ�ε¹�˾���a(ch��n)��Quantumϵ��PLC��
5ϵ�y(t��ng)��(y��ng)��Ч��
BRP���Y(ji��)�K�c�A(y��)��ϵ�y(t��ng)Ŀǰ�ѽ�(j��ng)�ڝ�䓿���˾�ɗl���Y(ji��)���a(ch��n)�����Ⱥ�Ͷ������ʹ�á�ģ����(j��)�ɘӔ�(sh��)��(j��)���Ԅ��A(y��)�y����(d��ng)ǰ�K�cλ�ã����x��ͬ��ģ�����Ʋ��ԣ�һ����1��2���������ڃ�(n��i)����ʹ���Y(ji��)�K�c�������O(sh��)��������(n��i)��ԓϵ�y(t��ng)Ͷ���\�к���ˇ���g(sh��)ָ��(bi��o)���^����M(Ҋ��3)��
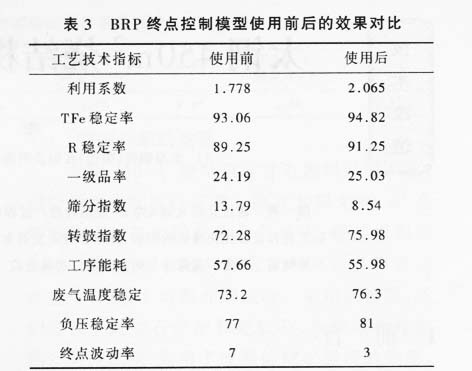
ԓϵ�y(t��ng)���о��c�_�l(f��)��(y��ng)�ã��������Ƅ��˝�䓟��Y(ji��)�S�����a(ch��n)���ڟ��Y(ji��)�ИI(y��)���зdz��õđ�(y��ng)��ǰ�����ƏV�rֵ��