
 加入收藏
加入收藏 首頁(yè)
首頁(yè)
熱連軋鋼卷卷取過(guò)程摩擦力與位移場(chǎng)分布的研究
來(lái)源:馮憲章 王 毅 劉愛敏 劉 才 江光彪 |瀏覽:次|評(píng)論:0條 [收藏] [評(píng)論]
摘 要:為了分析熱軋帶鋼在卷取過(guò)程中層間摩擦力分布和確定卷筒脹徑時(shí)最小帶卷層數(shù),利用有限元的手段再現(xiàn)了熱軋帶鋼卷取的全過(guò)程。在熱軋帶鋼厚度為5~20 mm和帶卷層數(shù)為2~5層的基礎(chǔ)上,研究了卷筒脹徑過(guò)程中熱軋帶鋼層間和最內(nèi)層節(jié)點(diǎn)金屬的流動(dòng)規(guī)律,提出了以熱軋帶鋼頭部相對(duì)位移的大小為判據(jù),獲得了脹徑過(guò)程熱軋帶鋼不發(fā)生松卷的條件。研究結(jié)果表明:摩擦力分布和脹徑時(shí)熱軋帶鋼的層數(shù)有關(guān),當(dāng)熱軋帶鋼卷取到第5層時(shí)卷筒進(jìn)行脹徑可建立穩(wěn)定的卷取狀態(tài)。研究成果對(duì)提高熱軋帶鋼卷取的產(chǎn)量和減少助卷輥的磨損有一定的指導(dǎo)意義。
關(guān)鍵詞:熱軋帶鋼;層間摩擦力;卷取過(guò)程;脹徑;層數(shù)
中圖分類號(hào):TG333.2 文獻(xiàn)標(biāo)識(shí)碼:A 文章編號(hào):1 0449—749X(2008)03—0057—04
熱軋帶鋼屬于應(yīng)用廣泛的一類鋼材。它被廣泛地用于國(guó)民經(jīng)濟(jì)的諸多領(lǐng)域,如造船、建筑、化工、汽車工業(yè),機(jī)械及電器制造,軍工、輕工及食品工業(yè)等諸多領(lǐng)域。因此世界各國(guó)都極為重視帶鋼的生產(chǎn),帶鋼生產(chǎn)技術(shù)水平及其在軋材中所占比例,往往被認(rèn)為是一個(gè)國(guó)家軋鋼生產(chǎn)水平的標(biāo)志之一。
地下卷取機(jī)是現(xiàn)代軋鋼車間的一種重要輔助設(shè)備,熱軋帶鋼卷取是熱連軋生產(chǎn)的最后一道工序,卷取機(jī)的用途是收集超長(zhǎng)軋件,將其卷取成卷以便于貯存和運(yùn)輸。軋鋼生產(chǎn)實(shí)踐證明,卷取機(jī)的工作狀態(tài)直接影響著軋機(jī),特別是連軋機(jī)組生產(chǎn)能力的發(fā)揮。因此,對(duì)強(qiáng)力、高速卷取設(shè)備的研究一直受到國(guó)內(nèi)外科研工作者的重視[1~3]。
熱軋帶鋼在卷取過(guò)程的初時(shí)階段,由于熱軋帶鋼頭部的彈復(fù)作用使得鋼層間不夠緊密,為獲得層間緊密的帶卷,在熱軋帶鋼初始卷取階段的某一時(shí)刻,卷筒進(jìn)行脹徑,然后加速卷取直至勻速穩(wěn)定的正常卷取。因此確定卷筒何時(shí)脹徑和帶卷間層間摩擦力分布就凸現(xiàn)得非常重要[4,5]。
本文主要借助非線性有限元軟件Marc對(duì)卷筒的脹徑過(guò)程進(jìn)行了數(shù)值分析,較為詳細(xì)地研究了熱軋帶鋼在厚度不同和卷取層數(shù)不同的前提下,模擬了熱軋帶鋼層間摩擦力的分布和最內(nèi)層帶鋼與卷筒接觸節(jié)點(diǎn)的位移波動(dòng)規(guī)律。該研究結(jié)果為確定熱軋帶鋼卷取過(guò)程的最佳的脹徑時(shí)刻和研究熱軋帶鋼層問(wèn)摩擦力的分布提供了理論依據(jù)。
1 卷取機(jī)工作原理分析
地下卷取機(jī)組的主要功能體現(xiàn)對(duì)連軋機(jī)組的出口張力控制和將熱軋帶鋼卷取成卷,三輥式地下卷取工作過(guò)程如圖1所示。

由圖1知,當(dāng)熱軋帶鋼的頭部離開精軋機(jī)組時(shí),卷取機(jī)已處于工作狀態(tài)。此時(shí),上張力輥執(zhí)行壓下指令,助卷輥環(huán)抱卷筒,張力輥和助卷輥在各自輥縫調(diào)整機(jī)構(gòu)控制下,在上。、下張力輥之間、助卷輥與卷筒之間都保持有與熱軋帶鋼厚度相適應(yīng)的輥縫值。帶剛進(jìn)入卷取機(jī)時(shí),張力輥前導(dǎo)尺正確導(dǎo)向,借助導(dǎo)板裝置,在張力輥和卷筒之間形成封閉路徑,使熱軋帶鋼能順利地卷上卷筒。待熱軋帶鋼卷上一定的圈數(shù)后,熱軋帶鋼在卷筒和軋機(jī)之間即能建立穩(wěn)定的張力。此時(shí)上張力輥放松,傳動(dòng)電機(jī)采用“零電流"控制,助卷輥全部打開,卷筒和軋機(jī)一起加速到最高軋制速度,進(jìn)入正常卷取狀態(tài)。帶尾即將離開軋機(jī)時(shí),卷取機(jī)進(jìn)入收卷狀態(tài)。軋機(jī)與卷取機(jī)同時(shí)降速,助卷輥合攏,壓住外層帶卷。熱軋帶鋼脫離末架軋機(jī)時(shí)張力輥壓緊,傳動(dòng)電機(jī)處于發(fā)電狀態(tài),使熱軋帶鋼在張力輥與卷筒之間建立張力,避免帶卷跑偏或帶卷外層松散。卸卷時(shí)助卷輥打開,卸卷小車上升托住帶卷,待卷筒收縮后,可將鋼卷移出。此后卷取機(jī)又恢復(fù)準(zhǔn)備工作狀態(tài)。
在熱軋帶鋼的初時(shí)卷取階段,熱軋帶鋼的速度不宜過(guò)高,否則既不利于帶鋼咬人張力輥,也不利于卷上卷筒。輥道的速度高于軋機(jī)的速度(即末架軋機(jī)速度),可防止堆鋼。張力輥速度高于軋件速度,便于軋件咬人。卷筒助卷輥的速度高于(即超前于)張力輥的速度,有利于熱軋帶鋼卷上卷筒。正常卷取時(shí),由卷筒與軋件之間的速度差保持張力。卷取機(jī)應(yīng)具有足夠的加速能力,盡快達(dá)到最高速度,以發(fā)揮最大的生產(chǎn)能力。收卷時(shí)張力輥速度低于(即滯后于)卷筒速度以維持收卷張力,降低輥速度可以增加熱軋帶鋼前進(jìn)阻力,防止帶尾跳動(dòng)。收卷時(shí)應(yīng)以較低的速度卷取,以避免帶尾脫離軋機(jī)后劇烈甩動(dòng),造成事故。
2 卷取過(guò)程有限元模型的建立
卷筒正常卷取直徑為

由于熱軋帶鋼的寬度
2.1 帶鋼邊界條件的確定
假定熱軋帶鋼頭部首先與卷筒接觸的一個(gè)單元在脹徑前,該單元和卷筒為一整體,脹徑過(guò)程中取消該限制,重新定義二者為接觸狀態(tài)。帶鋼和卷筒在接觸過(guò)程中,兩者之間的摩擦因子取0.25。
熱軋帶鋼尾部單元在y方向無(wú)位移,在x相反方向上施加大小為100N張力。
2.2 卷筒邊界條件確定
卷筒在熱軋帶鋼卷取過(guò)程中視為剛體,用四段圓弧來(lái)近似(參考圖2),脹徑前卷筒轉(zhuǎn)速為100r/min,脹徑過(guò)程中,BD和AB段圓弧分別沿x和y方向上移動(dòng)8.
3 結(jié)果分析
3.1 卷筒脹徑過(guò)程摩擦力分布
取熱軋帶鋼的厚度分別為
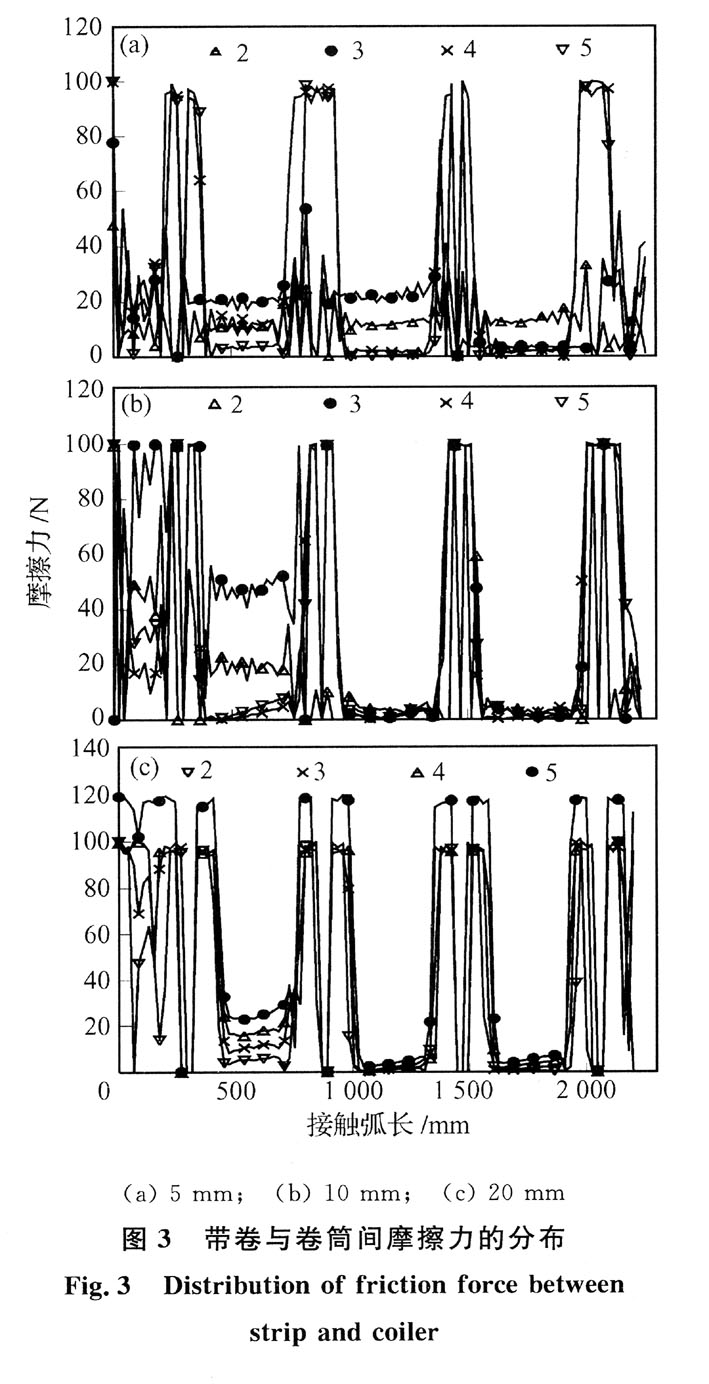
圖3中摩擦力的分布都有突變的現(xiàn)象,這與地下卷取機(jī)的工作狀態(tài)有一定的關(guān)聯(lián),由于卷筒脹徑過(guò)程為分段同步進(jìn)行,在其過(guò)渡的區(qū)域,必然導(dǎo)致應(yīng)力集中等現(xiàn)象,正是這種卷筒結(jié)構(gòu)和脹徑的特殊性,導(dǎo)致了摩擦力分布的突變性。分析熱軋帶鋼卷取的全過(guò)程,隨著熱軋帶鋼層數(shù)的增加,層間的摩擦力分布應(yīng)趨于穩(wěn)定。
為了較為詳細(xì)的分析層間節(jié)點(diǎn)沿弧長(zhǎng)方向上的分布規(guī)律,以卷筒脹徑過(guò)程為主要分析過(guò)程,以熱軋帶鋼的不同厚度和卷筒脹徑時(shí)不同層數(shù)為研究?jī)?nèi)容,以穩(wěn)定的摩擦力分布為研究對(duì)象。分析熱軋帶鋼厚度在
3.2 卷筒脹徑過(guò)程卷取層數(shù)的確定
為了更進(jìn)一步分析熱軋帶鋼層間的位移場(chǎng)的分布規(guī)律,取其脹徑過(guò)程為主要的研究對(duì)象,由于熱軋帶鋼的脹徑過(guò)程中卷筒為分段進(jìn)行,因此在分段脹徑的過(guò)渡區(qū)域位移有突然增大的現(xiàn)象,可在圖3中摩擦力峰值突變現(xiàn)象驗(yàn)證。
為了確定脹徑時(shí)熱軋帶鋼的最小層數(shù),以熱軋帶鋼生產(chǎn)現(xiàn)場(chǎng)常用的規(guī)格即厚度為
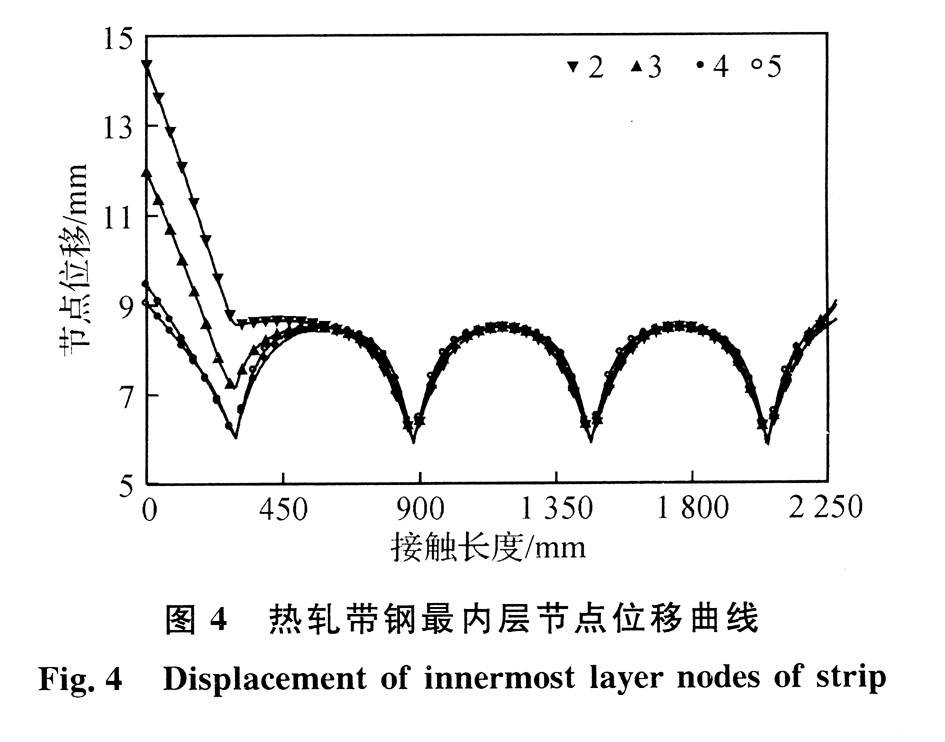
圖4中,當(dāng)熱軋帶鋼卷取的圈數(shù)為2~3層進(jìn)行脹徑,熱軋帶鋼的頭部都有較大的位移波動(dòng),當(dāng)熱軋帶鋼卷取的層數(shù)為4和5層時(shí)進(jìn)行脹徑,則熱軋帶鋼頭部位移的波動(dòng)穩(wěn)定在一個(gè)較小的范圍內(nèi),該狀態(tài)下可認(rèn)為卷筒脹徑時(shí)熱軋帶鋼不會(huì)出現(xiàn)松卷事故,卷筒和連軋機(jī)組也可建立穩(wěn)定的卷取過(guò)程。考慮到其它因素,如熱軋帶鋼溫度波動(dòng)、張力波動(dòng)和熱軋帶鋼間摩擦影響等諸多因素的作用,當(dāng)熱軋帶鋼厚度為
4 結(jié)論
(1)利用有限元技術(shù),再現(xiàn)了熱軋帶鋼卷取全過(guò)程,詳細(xì)地研究了熱軋帶鋼不同厚度和不同層數(shù)脹徑時(shí),層問(wèn)摩擦力分布和最內(nèi)層節(jié)點(diǎn)的相對(duì)位移波動(dòng)。
(2)隨著脹徑時(shí)熱軋帶鋼層數(shù)的增加,摩擦力有增大的趨勢(shì)。熱軋帶鋼頭部摩擦力峰值明顯大于其它區(qū)域摩擦力的峰值,隨著層數(shù)的增加,摩擦力峰值的波動(dòng)趨于穩(wěn)定的范圍。熱軋帶鋼卷取到第5層時(shí)脹徑,在精軋機(jī)組和卷取機(jī)之間可建立穩(wěn)定張力的卷取狀態(tài)。
(3)通過(guò)確定熱軋帶鋼層間摩擦力的分布和卷筒脹徑時(shí)熱軋帶鋼的最小層數(shù),對(duì)提高熱軋帶鋼卷取生產(chǎn)的產(chǎn)量和減少助卷輥的磨損有一定的指導(dǎo)意義。
- [騰訊]
- 關(guān)鍵字:無(wú)





