
 加入收藏
加入收藏 首頁
首頁
我國熱軋寬帶鋼軋機建設情況綜述
來源:黃波 |瀏覽:次|評論:0條 [收藏] [評論]
我國熱軋寬帶鋼軋機建設情況綜述
黃 波
(中冶賽迪工程技術股份有限公司軋鋼事業部,重慶400013)
摘要:分析了2005年以來,隨著我國鋼鐵產品結構的升級、城市化建設以及工業布局的重新調整,熱軋寬帶鋼軋機的建設又進入了一個新高潮。重點介紹了我國熱軋寬帶鋼軋機建設的數量、設計產量、建設模式特點等綜合情況。
關鍵詞:熱軋帶鋼;熱帶鋼軋機.車L機建設
中圖分類號:TG333.71 文獻標識碼:A 文章編號:1003—9996(2009)01—0047—06
1 熱軋寬帶鋼軋機建設情況
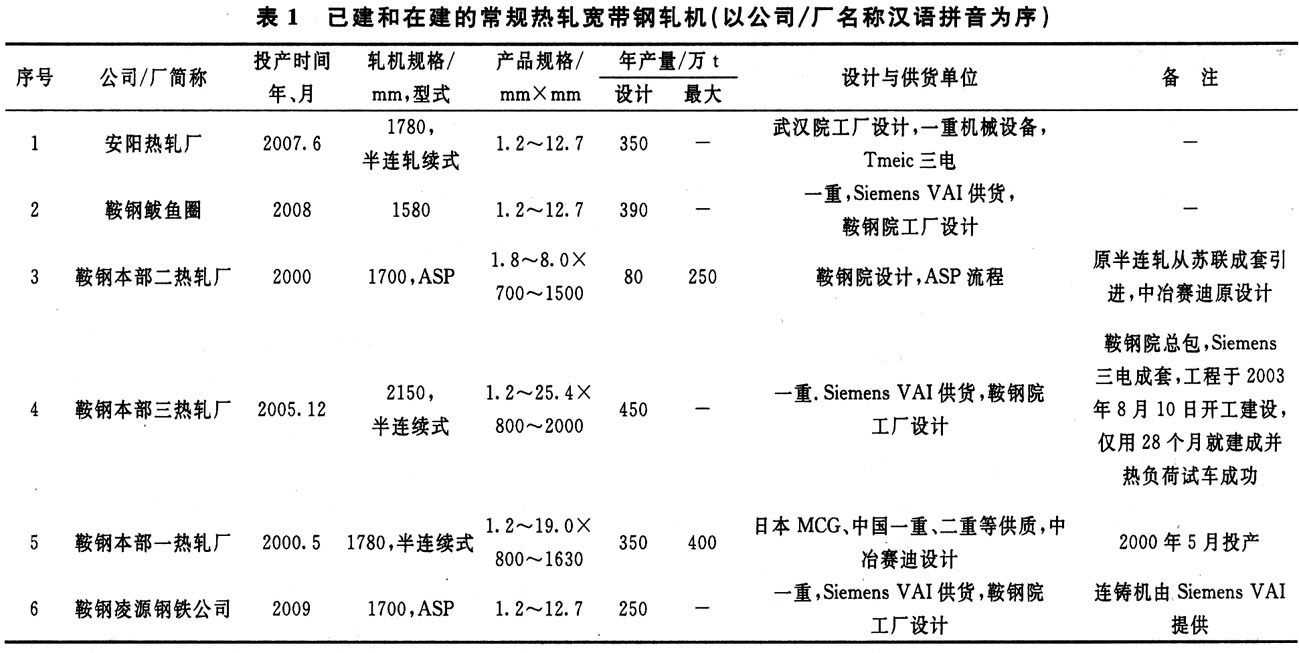
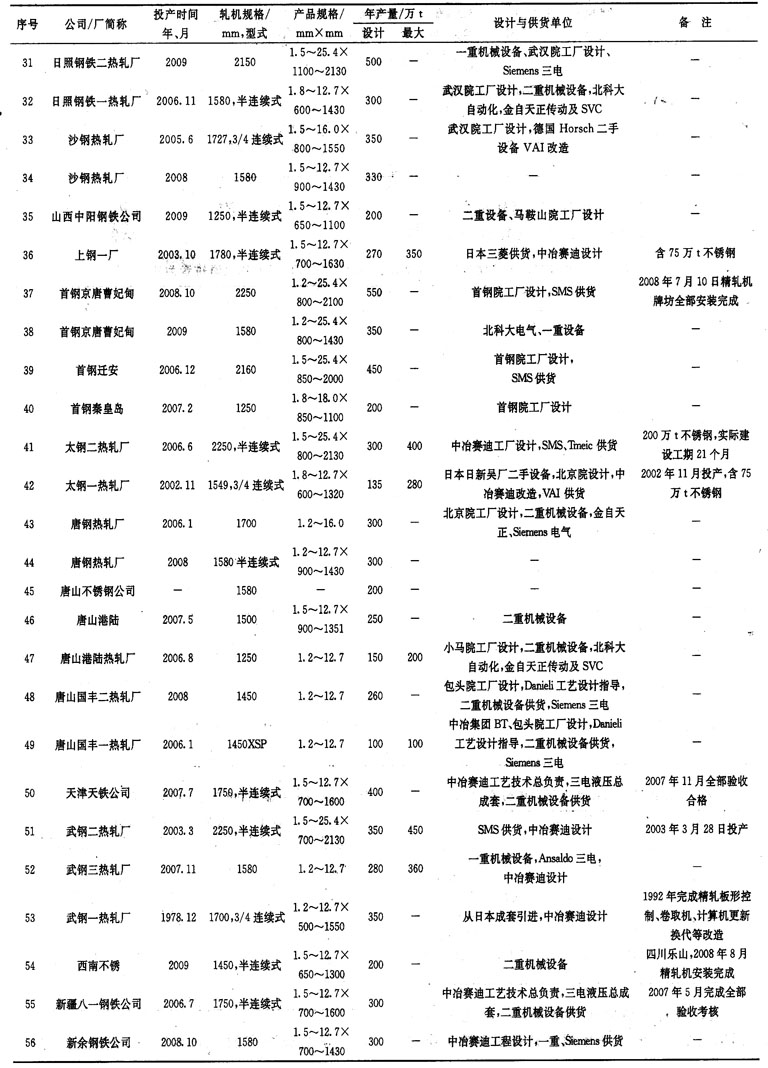
據統計,截止2008年上半年我國已建和在建的常規熱軋寬帶鋼軋機共計59套(含中厚板坯連鑄連軋機),設計產能1.93億t,見表1;連鑄連軋機共計11套,設計產能2620萬t,見表2。

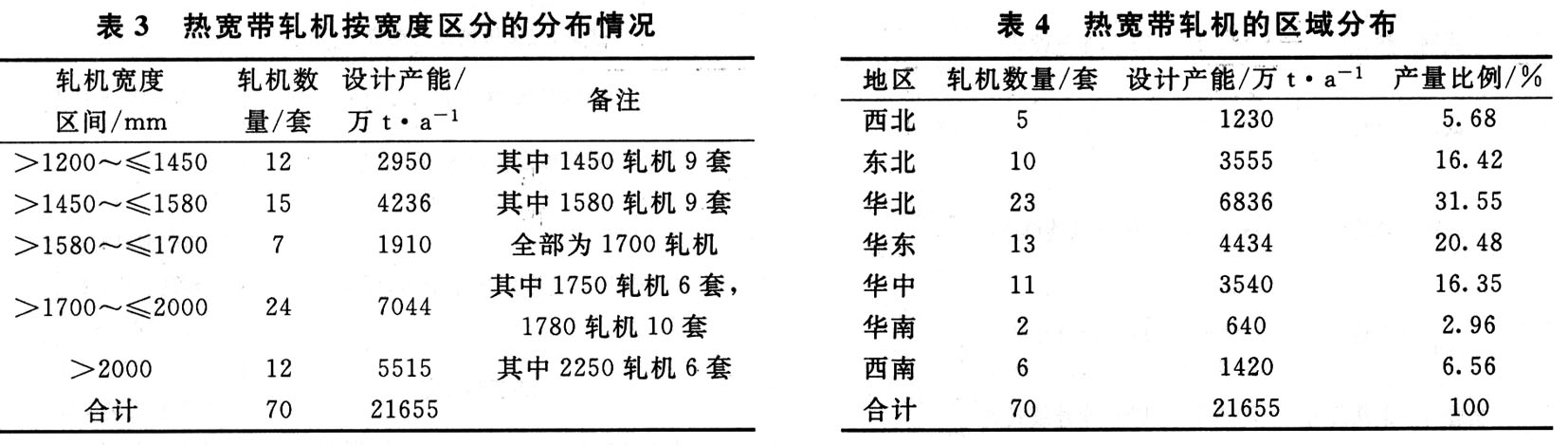
從軋機的寬度方面統計,70套軋機的寬度分布,以1700mm規格軋機分界,寬軋機和窄軋機的數量幾乎相當,寬軋機略多,見表3。

從軋機的區域分布情況看,70套軋機的分布:華北、東北、華東、華中地區是我國鋼鐵工業的集中地,而西南和華南的鋼鐵工業薄弱,見表4。
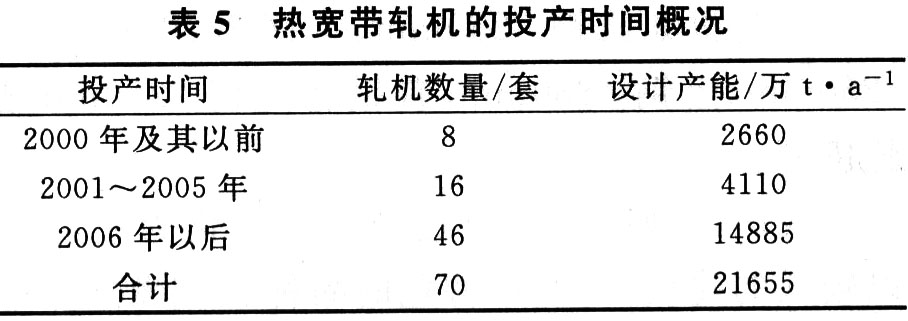
從建成投產的時間順序,70套軋機的分布見表5。從表5可看出,我國熱軋寬帶鋼軋機的建設高潮在2000年后,特別是2005年以后,這和我國國民經濟的高速發展以及產品升級、重工業化以及城市化建設的步伐是一致的。
2 將要建設的熱軋寬帶鋼軋機
我國準備建設的熱軋寬帶鋼軋機數量較多,表6列出的軋機是已開展前期設計并已獲準的項目,以湛江和防城港二大沿海基地為代表。
伴隨著企業的兼并重組,目前已開展千萬噸規劃的企業不在少數。在其規劃中熱軋寬帶鋼軋機、寬厚板軋機是其重點的選擇,但是,隨著我國鋼鐵工業產能的增加以及資源條件的限制,熱軋寬帶鋼軋機建設的“大躍進”在2010年后不可能再次出現。
2008年上半年,我國粗鋼產量達到26319.48萬t[“,預計全年總產量將達到5.41億t[1],人均產鋼量接近400kg。大規模的產能擴張已不具備市場的吸納能力。2010年后,在熱軋寬帶鋼軋機領域更多的是生產環節的技術進步和產品的升級。

3 熱軋寬帶鋼軋機建設的特點
3.1 由貴族化走向平民化
2000年前建設的熱軋寬帶鋼軋機,除年代較早建設的攀鋼1450mm、鞍鋼1700/2800mm 2套軋機(二手設備)外,改革開放后建設的現代化熱軋寬帶鋼軋機,以武鋼1700mm、鞍鋼1780mm、寶鋼2050/1580mm為代表,均以投資規模大、技術要求高的特點,落戶于資金、技術力量雄厚的大型鋼鐵企業。建設一條熱軋寬帶鋼軋機對于大型企業,從方案論證到建成投產也需4~6年時間。
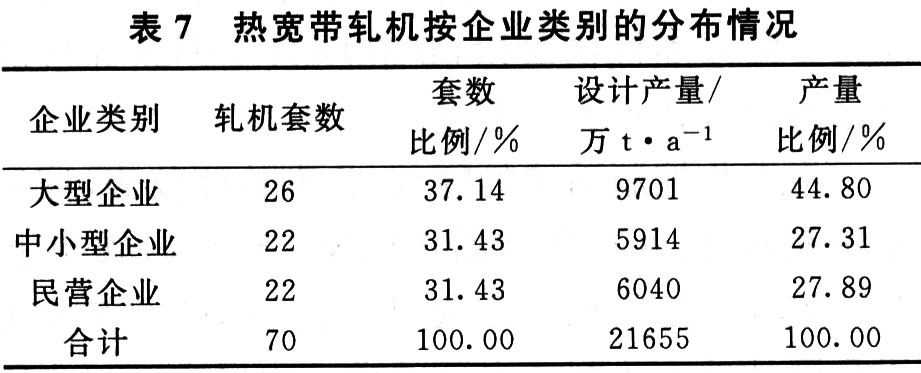
2000年后,現代化熱軋寬帶鋼軋機的建設由大型企業過渡到中型企業,進而走向民營企業。按照企業類別的軋機分布如表7所示。
在70套軋機中,中小企業和民營企業無論在機組數量還是在生產規模上都占有各占1/3。
3.2國內技術力量獲得突破性進展
伴隨著2000年以來國內熱軋寬帶鋼軋機的高速發展,我國熱軋生產線的設計、設備制造,自動化控制系統的安裝、調試等方面也取得了巨大進步。
在2000年以前,建設熱軋寬帶鋼軋機的模式是國外工程公司技術總負責,包括全線工藝、設備設計、自動化控制系統設計、全生產線的調試、甚至包括土建基本設計。國內主要負責配套設計、工廠設計以及機械電氣設備的合作制造。2000年后,這種狀況得到巨大改觀,特別是2005年以后,國內在熱軋寬帶鋼軋機的設計,制造建設方面取得了很大進步。
70套軋機的建設模式見表8。
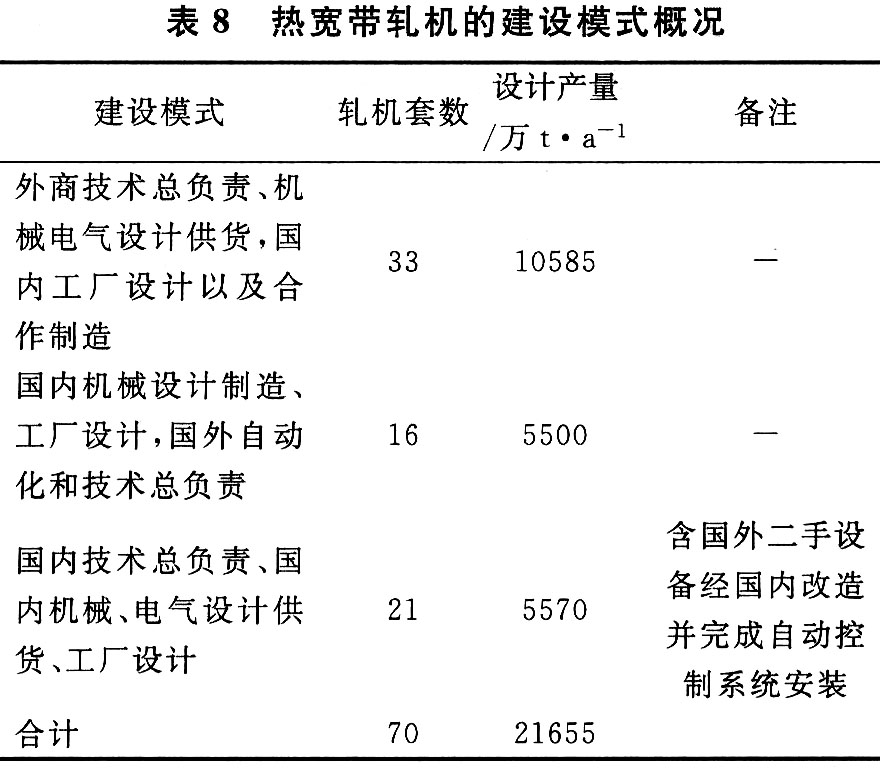
在70套軋機中,中冶賽迪以22套(不包括重復改造項目)的業績高居國內設計單位的榜首。
國內機械設備的設計制造在經歷了與外商合作制造的錘煉后也迅速成長起來,一重、二重是其主要代表。在70套軋機中。由國內設備設計和制造的生產線占37套。
在電氣和自動化方面,國內自主完成的軋機21套。現在,主傳動電機、交一交變頻L1~L2級自動化控制系統等均可立足國內。哈電、上電、東電、北科大等在此領域也有不菲業績。
現在制約我國熱軋寬帶鋼軋機技術進一步發展的主要問題在于軋線的檢測儀表,如厚度儀、凸度儀、平直度儀、高溫儀、冷熱金屬檢測器;機電一體化設備,如打捆機、噴印機;大型裝備,如交一直一交變頻裝置。另外,在設備設計、自動化控制方面還處于學習和模仿階段,正在向自主創新并形成自己的核心技術方面邁進。
自動化控制系統的硬件、大型檢測儀表、液壓系統元器件、各種類型的傳感器、交直一交變頻控制裝置等還必須依賴國外產品,這種局面將取決于我國基礎工業制造水平的進一步提高而逐步得到扭轉。
3.3投資和產品定位出現差異化發展
2000年前,建設一套熱軋寬帶鋼軋機的投資較高,均在40億元以上。2000年以后隨著建設模式的多元化以及我國科學技術的飛躍進步,其投資的差異化也十分明顯。
新建的投資大、裝備水平高的熱軋寬帶鋼軋機仍集中在我國特大型鋼鐵企業,其產品定位瞄準于硅鋼、鍍錫板、汽車面板、高強度結構板及不銹鋼、高級別管線鋼等高附加值產品領域,其產品冶金性能、尺寸精度、表面質量等已和國際接軌。其代表軋機如武鋼2250mm、本鋼2300mm、太鋼2250mm、寶鋼1880mm、首鋼曹妃甸2250mm熱軋機等。
我國中型鋼鐵企業選擇以國產化為主,力求以較低的建設投資、以特色的品種、上乘的產品質量滿足市場需求。在品種質量上并不全面追求高、精、尖等世界一流產品。其代表軋機有天鐵1750mm、八一1750mm、新余1580mm、漣源2250mm、安鋼1780mm熱軋機等。
中小型鋼鐵企業以及部分民營鋼鐵企業主要選擇國產化生產線,而且配置簡潔、裝備水平較低。其工程投資在15億元以下。其產品以碳素結構鋼為主,主要滿足區域市場的需求,力求以低成本占領區域市場并希望快速收回投資。其代表軋機有唐山港陸1250mm、山西中陽1250mm、萊蕪1500mm、日照1580mm、西南不銹1450mm熱軋機等。
3.4建設工期有所縮短
與2000年前建設的熱軋寬帶鋼軋機建設周期相比,當今建設一條熱軋寬帶鋼生產線的建設周期大大縮短,特別是前期決策階段的時間大大壓縮。以前長期論證以及對外談判時間需2年多,現在數月之內即可完成,特別是中小企業和民營企業,其決策周期更短。
在工程建設方面,原來的建設周期(主體合同生效至生產出第1個熱軋鋼卷)在32個月以上,現在一般在26個月內即可建成,個別生產線在20個月以內即可建成。太鋼2250mm熱軋生產線21個月的建設周期創造了我國大型、高水平、現代化熱軋建設工期最短紀錄。
熱帶鋼軋機的建設工期在25~28個月比較有保障。過渡壓縮工期存在設備制造、安裝調試等方面的質量風險。
參考文獻:
[1]單尚華.上半年鋼鐵行業運行特點及下半年發展走勢[J].中國鋼鐵業,2008,(8):7.
- [騰訊]
- 關鍵字:無





