
 �����ղ�
�����ղ� ���(y��)
���(y��)
���g������һ̎����ˇ���о�
��(l��i)Դ���S�ܷ壬��̫�ۣ���������� |�g�[����|�u(p��ng)Փ��0�l [�ղ�] [�u(p��ng)Փ]
���g������һ̎����ˇ���о�
�S�ܷ壬��̫�ۣ����������
(��֦����F�о�Ժ���Ĵ���֦��617000)
ժ Ҫ ���Ľ�B��һ�N���g������һ̎��Һ�����Ʒ�����̎����ˇ��ͨ�^(gu��)�y(c��)ԇĤ�ӵ����g�Լ�Ϳ���ЙC(j��)��(sh��)֬������ܡ��C��ԓ̎��Һ�������\�����g��������Ϳ���ЙC(j��)��(sh��)����ԓ��ˇ��(ji��)�ܡ�Ч�ʸߣ������ڌ�(sh��)�H���a(ch��n)��
�P(gu��n)�I�~ �����g�������g�ԣ��ЙC(j��)������(sh��)֬
0 ǰ��
�����(l��i)����(gu��)��(n��i)��܇(ch��)�������������Ϳ��Ϳ�b�ИI(y��)��(du��)��������Ϳ�b���ܵ���\䓰���������������(GB6807��86Ҫ�������Ʒ��Ϳ�ᡢ����ǰҪ�M(j��n)����̎��)���������(du��)��\䓰����a(ch��n)�S�ҵ���\�����A(y��)̎������˸��ߵ�Ҫ�����A(y��)̎����ˇ�ѽ�(j��ng)�ɂ��y(t��ng)���g����һ����̎����ʽ�_(k��i)ʼ���g��������һ������̎����ʽ�l(f��)չ����(gu��)�⌦(du��)�t���}�g����Һ�������^�磬�F(xi��n)�ѽ�(j��ng)�γ���������Փ�wϵ�����ѽ�(j��ng)�ڌ�(sh��)�H���a(ch��n)�еõ��\(y��n)�á��磺����(gu��)Keller H��Foor J��P��G���ձ�СҰ������Whllams[1-4]������о����t���g������ˇ?y��n)�Փ�����ڌ?sh��)�H����\�ӱ���̎���Č�(sh��)�H���a(ch��n)ʹ����ȡ���˺ܺõ�Ч������(gu��)��(n��i)�����(l��i)�����Q�Q����[5]�ѽ�(j��ng)���@����ȡ�����^�óɹ�������(gu��)��(n��i)�F(xi��n)��߀ֻͣ���ڟ��價����ı����A(y��)̎�����棬�ڎ�䓵����a(ch��n)���о����^�١�����(gu��)��(n��i)��늡���܇(ch��)���ИI(y��)Ϳ�b̎����ˇ�^��(f��)�s��̎��r(sh��)�g�L(zh��ng)����(du��)��߹���Ч�ʡ����ͳɱ����O�鲻�����������\���ܲ����g��������һ̎��Һ̎������늡���܇(ch��)���ИI(y��)ֻ�茦(du��)�����M(j��n)����ϴ��Ó֬��ϴ�Ϳ���ֱ���M(j��n)���o늇�Ϳ��݁ͿͿ�b��Ϳ�bǰ̎����ˇ׃�ú�(ji��n)�Σ�ͬ�r(sh��)Ҳ��(ji��)�s�˴����O(sh��)�����Դ�Y���ô˹�ˇ̎������\��a(ch��n)Ʒ����������\���壬�����\��һ���������\��������õĻ��A(ch��)���������\�S���ڟ���\�ИI(y��)�Ў���(l��i)��Ľ�(j��ng)��(j��)Ч������(hu��)Ч�棬ͬ�r(sh��)���˹�ˇ�ܝM(m��n)��F(xi��n)������\�C(j��)�M�A(y��)̎���O(sh��)�����a(ch��n)�l������\��̎���O(sh��)�䲻��Ҫ�M(j��n)�и��ġ�
1 ��(sh��)�(y��n)
1��1�x��������
�}�Fԇ�(y��n)�䣬PAR352��늻��W(xu��)�y(c��)ԇϵ�y(t��ng)����������BYK�ݶȿ��䣬BYK�y(c��)��x��BYK��Ƀx����\��ԇ�ӣ���ͨ�g��Һ����ͨ��Һ��
1��2ԇ�(y��n)����
��\���������Ó֬Һ�M(j��n)����ϴ(�ضȣ���40��)��Ȼ�����ԁ�(l��i)ˮ�_ϴ�����ô��L(f��ng)���ɡ���(j��ng)Ó֬���ԇ���������g����Һ����ͨ�g��Һ����ͨ��Һ�Ç���(�r(sh��)�g��20s)�ķ�ʽ�M(j��n)��Ϳ�bǰ���W(xu��)��Ĥ�A(y��)̎����̎������60��100���ɣ��@�Ӿ��Ƴ����g����Ĥ���g��Ĥ����Ĥԇ�ӡ�Ȼ���g����Ĥ���g��Ĥ�ɷNĤ��ԇ���е�һ�����M(j��n)���}�Fԇ�(y��n)(SST)��늻��W(xu��)�O��������(du��)�Ȝy(c��)ԇ��
�}�Fԇ�(y��n)���ڟo(w��)�a�K��ԇ�(y��n)�O(sh��)�乫˾���a(ch��n)��YWX��Q�}�Fԇ�(y��n)���а�GB��T 13448��92��Ҏ(gu��)��Ҫ���M(j��n)��(�B�m(x��)���F)��
늻��W(xu��)�O��ԇ�(y��n)��GB��T 17899��1999��Ҏ(gu��)��Ҫ���M(j��n)�С��Ȍ���(du��)��Ĥ��ԇ���íh(hu��n)����(sh��)֬�ܷ⣬ֻ��������e1cm2��Ȼ��ʹ������(gu��)PAR352늻��W(xu��)�y(c��)ԇϵ�y(t��ng)�M(j��n)��늻��W(xu��)�y(c��)ԇ��ԓϵ�y(t��ng)��M273A���λ�x��M5210�i��Ŵ�����Ӌ(j��)��C(j��)�Լ�����(y��ng)�Ĕ�(sh��)��(j��)̎��������ܛ���M�ɡ�ԇ�(y��n)���Ҝؗl�����M(j��n)�У������ٶȞ�0��5my��S������늘OSCE�����b��3��5����NaCl��Һ��늽���Ќ�(du��)�ܷ�õ�ԇ���M(j��n)�Є�(d��ng)�λ�O���y(c��)����ԇ�(y��n)��(sh��)��(j��)��M352ܛ���Ԅ�(d��ng)ӛ䛲��M(j��n)�Д�(sh��)��(j��)̎����Ӌ(j��)���Rp��Icorr����Ecorr��
����һ�����g����Ĥԇ�Ӻ���Ĥԇ�Ӳ��ùΰ��M(j��n)��Ϳ�ᣬͿ������������ݶȿ����M(j��n)�к濾�̻����_(d��)��ԇ�(y��n)�O(sh��)���ĕr(sh��)�g�͜ضȺ�ȡ��ԇ�ӡ�ԇ����s��y(c��)ԇ�����ܲ��M(j��n)�б��^��
����ԇ��Ϳ�b������ͬһ��̖(h��o)�h(hu��n)������(�Sɫ)����������(���{(l��n)ɫ)������Ĥ��5��8um���濾�ضȰ�204�桫216�桢�濾�r(sh��)�g��30��35s���ơ�����Ĥ��15��18um���濾�ضȰ�224�桫232�桢�濾�r(sh��)�g��35��40s���ơ�
��(du��)Ϳ�b�õ���Ĥԇ�Ӱ�GB��T 13448��92��Ҏ(gu��)����Ҫ�����}�F��(ͬ��)���M(j��n)�������}�Fԇ�(y��n)(�B�m(x��)���F)��ԇ�(y��n)500t����ȡ��ԇ�ӣ���GB��T 1766��1995��Ҏ(gu��)���u(p��ng)�r(ji��)ԇ�(y��n)�Y(ji��)����
2 �g����Һ���Ƃ�
2��1 ���M(j��n)��A���Ƃ�
ȡ���1��5Kg����ˮ�ܽ⣬����ϡ���{(di��o)��pHֵ��4��5���^(gu��)�V���������|(zh��)������Ȼ����롣NaHCO3��Һ�{(di��o)��(ji��)pHֵ��8��������oֹ3h�^(gu��)�V�õ����M(j��n)��A��
2��2�g����Һ������
����(j��)�����g����Һ���õĸ��ɷ����ÙC(j��)�����_�������\�����ᡢ�t����������4��(g��)��Ҫ����(sh��)��������(sh��)�(y��n)�O(sh��)Ӌ(j��)�еă�(y��u)�x����[6-7]������(j��)����?j��)?y��u)��ԇ�(y��n)��ԇ�(y��n)�Y(ji��)�����ó��g��������һ̎��Һ������䷽���1��ʾ��

�����^(gu��)�����£�����ˎƷ��һ����Ȼ�ϣ������sˮ�ܽ⣬������������H3PO4�{(di��o)����Һ��pH=0��5��1��0����ˮ����Һ1L��ֹ�����ƺ��24С�r(sh��)ʹ�á�
2��3Һ�wʹ�×l��
�g����ҺͿ�������t��Ӌ(j��)��50��100mg��m2������20��30s����60��100���ɡ�
3ԇ�(y��n)�Y(ji��)���c����
3��1 ���g��
(1)�}�Fԇ�(y��n)(SST)24h�B�m(x��)���F����ͨ�g��ҺĤ��ԇ���c�g�����A(y��)̎��Ĥԇ���M(j��n)�Ќ�(du��)��ԇ�(y��n)����ԇ�(y��n)�M(j��n)��120h��ԇ�Ӿ��_(k��i)ʼ�а��P���ɣ�������(j��)GB 12335��90�M(j��n)���u(p��ng)��(j��)�������g����ҺĤ�ӵ����g��(j��)��(sh��)�u(p��ng)��D8������ͨ�g��ҺĤ�ӵ����g��(j��)��(sh��)�u(p��ng)��E6��Ҋ(ji��n)�D1���D2��ʾ��
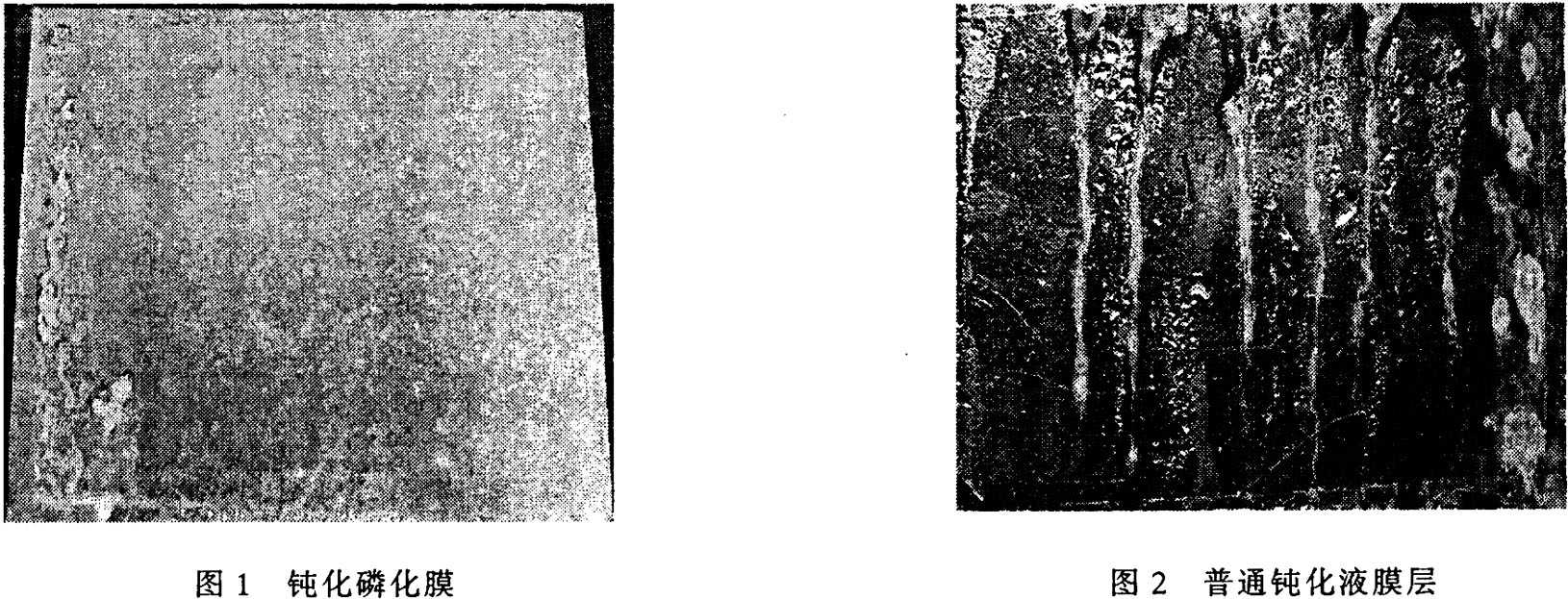
�}�Fԇ�(y��n)(SST)�Y(ji��)�����������ƵĶ���һ̎��Һ�γɵ�Ĥ�ӵ����g���_(d��)�������^(gu��)����ͨ�g��Һ(һ����r����SSTС��72h)����ͬԇ�(y��n)�l�����γɵ��g��Ĥ�����gˮƽ
(2)�ɷNĤ�ӵ�늻��W(xu��)�O�������y(c��)ԇ�Y(ji��)��Ҋ(ji��n)�D3�͈D4��ʾ��

�ĈD3�͈D4���Կ���������һĤ�ӵ��(y��ng)�O�^(gu��)���ܵ��^���������O�������(y��ng)�O�O����������½��^��Ĥ�ӵĘO�����Rp=2��287 kOhms������ͨ���g��Ĥ���(y��ng)�O�^(gu��)������̶��^С���(y��ng)�O�O������������ܶ��½��^С�����Rp=0��937 kOhms������ͬ��ԇ�(y��n)�l���£�����һĤ�ӵ�Rpֵ����ͨ�g��ҺĤ�ӵ�Rpֵ��2���࣬�ĘO�������ĘO�����Ƕȷ���䓵����g��[8]������һĤ�ӵ����g�Ժ�����ͨ�g��ҺĤ�ӵ����g�ԣ���һ���C�������Ƶ��g����Һ�����g���_(d��)����������������ͨ�g��ҺҺ�����g�ԣ�ͬ�r(sh��)Ҳ�(y��n)�C���}�Fԇ�(y��n)(SST)�����_�ԡ�
3��2Ϳ�ӳ�Ҏ(gu��)����
��(du��)����Ϳ�bԇ�Ӿ���GB��T 13448��92֮Ҏ(gu��)��Ҫ���M(j��n)����Ϳ�ӳ�Ҏ(gu��)���ܙz�(y��n)���z�(y��n)�Y(ji��)�����2����3��ʾ��

�ɱ�2����3�Д�(sh��)��(j��)��֪����������̎��Һ�M(j��n)��Ϳ�bǰ̎����ԇ�ӣ���Ϳ�ӳ�Ҏ(gu��)�����c��ͨ��Һ�M(j��n)��Ϳ�bǰ̎����ԇ���ஔ(d��ng)���������£�����_����9J��7J���䏝��4T��5T���U�PӲ�ȣ�3H��������ͨ�g��Һ�M(j��n)��Ϳ�bǰ̎����ԇ�ӣ���Ϳ�ӳ�Ҏ(gu��)���ܞ鷴��_����7J��8J���䏝��4T��6T���U�PӲ�ȣ�2H��3H��Ϳ�ӳ�Ҏ(gu��)���ܱ�������̎��ҺĤ���c�ЙC(j��)Ϳ�ӽY(ji��)�ϵĸ������_(d��)������ͨ��ҺĤ�ӵ����ܡ�
3��3Ϳ�����g��
��(du��)����Ϳ�bԇ���M(j��n)�е������}�Fԇ�(y��n)�Y(ji��)�����u(p��ng)�r(ji��)�Y(ji��)�����4��ʾ��
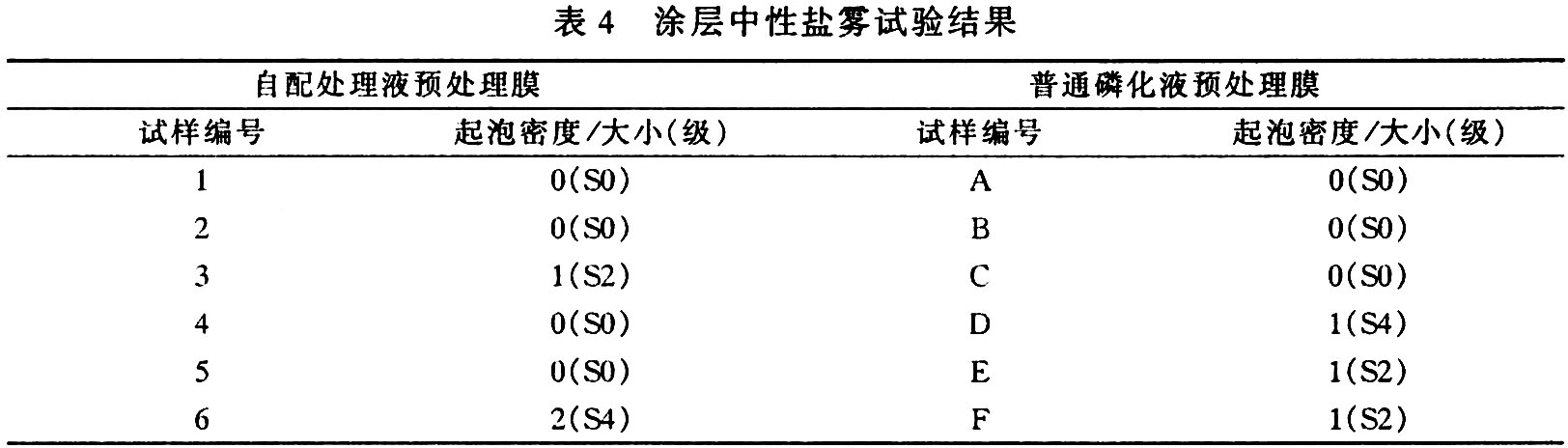
�ı�4�Д�(sh��)��(j��)��Ҋ(ji��n)������һ�A(y��)̎��Ĥ��Ϳ�ӵ����g�Լ�(j��)��(sh��)�飺�����ܶ�0��2��(j��)�����ݴ�СS0��S4��(j��)����ͨ���A(y��)̎��ĤͿ�ӵ����g�Լ�(j��)��(sh��)�飺�����ܶ�0��1��(j��)�����ݴ�СS0��S4��(j��)�����ߵ����g���ஔ(d��ng)���f(shu��)������һ�A(y��)̎��Ĥ���ں��ЙC(j��)Ϳ�ӽY(ji��)�ϣ��Ҹ����������g���^�á�
4 �Y(ji��)Փ
���ú��m�ɷ��䷽���_�����m��6�r(ji��)�t�c3�r(ji��)�t�����Ϳ�����Һ��PHֵ�Ƃ����������õ��g����Һ��ԓĤ�ӌ�(du��)���������õķ���Ч����ͬ�r(sh��)�c�h(hu��n)����(sh��)֬����Y(ji��)���ι̣���ԇ�(y��n)�җl���£��܉��Ƃ�����ߏ�(qi��ng)�ț_���͏�����ԇƬ���m�ڼ�늡���܇(ch��)������Ϳ�b��ˇʹ�á�ԓ��ˇ�γɵ�Ĥ�����������á����g�Ժá���Ĥ�죬�m����\䓰����g������һ̎���ĬF(xi��n)������ˮ�����a(ch��n)�����Ç�Ϳ��݁Ϳ��Ĥ�����ܳɱ��p��̎��r(sh��)�g��ͬ�r(sh��)���˹�ˇ��ȫ�M(m��n)�����\�C(j��)�M�A(y��)̎���O(sh��)�����a(ch��n)�l������\��̎���O(sh��)�䲻��Ҫ�M(j��n)�и��ġ�
�����īI(xi��n)
l Keller H��et al��Metalloberflaehe��1958��12��145
2 F0rr J��P��G et al��Tarns��Inst��Met��Fidshing��1966��44��21
3СҰ���������ع���56��31877��198l
4 Whllams��L��F��G��Surf��Teehno1����1977(5)��105
5���Q�Q�ȣ������W(xu��)��(b��o)(�������b�փ�(c��))��1982(1)��46
6Ԭ���ѣ��Oϼ����ĩͿ�bǰ̎����ˇ·���c����[J]�����g�c���o(h��)��2002��23(12)��554��555
7�����F�������ģ��SС���������g�ԟ���\����g��̎����ˇ̽ӑ[J]��܈䓣�2002��19(3)��19��21
8�R��ƽ�����^�ȣ�Ϳ�����t���}�g��Ĥ�ĽY(ji��)��(g��u)�c���g��[J]�����c�b�1997��16(3)��8��12
- [�vӍ]
- �P(gu��n)�I�֣��o(w��)





