
 �����ղ�
�����ղ� ���(y��)
���(y��)
SIEMENS ϵ�� PLC �ڰ����B�T�C(j��)�Ԅ�(d��ng)������ϵ�y(t��ng)�еđ�(y��ng)��
��(l��i)Դ������ |�g�[����|�u(p��ng)Փ��0�l [�ղ�] [�u(p��ng)Փ]
SIEMENS ϵ�� PLC �ڰ����B�T�C(j��)�Ԅ�(d��ng)������ϵ�y(t��ng)�еđ�(y��ng)��
����
��ұ���\(ch��ng)���̼��g(sh��)����˾
ժҪ�����������߸���(j��)������°����B�T�C(j��)�Ԅ�(d��ng)������ϵ�y(t��ng)�{(di��o)ԇ�����Ľ�(j��ng)�(y��n)����B�˰����B�T�C(j��)�����a(ch��n)��ˇ�����T��ϵ��PLC�����c(di��n)�������B�T�C(j��)�Ŀ���Ҫ��PLC��Ӳ�����ã�ܛ���O(sh��)Ӌ(j��)���\(y��n)�нY(ji��)����������_�l(f��)������(chu��ng)�µ��B�T��ˇ����ϵ�y(t��ng)����ռ�I(l��ng)��(gu��)��(n��i)�B�T�Ј�(ch��ng)���P(gu��n)�I��
�P(gu��n)�I�~��PLC�������B�T�C(j��)���Ԅ�(d��ng)�������I(y��)��̫�W(w��ng)
1. ǰ��
Ŀǰ���S���҇�(gu��)�����B�T�a(ch��n)�I(y��)��Ѹ�Ͱl(f��)չ����(du��)�Ԅ�(d��ng)������ˮƽ��Ҫ��������ߣ�ֻ�в�������ƺ���������Ŀ���ϵ�y(t��ng)�������ڼ��ҵĸ�(j��ng)��(zh��ng)�����ڲ���֮�ء��������F�ИI(y��)��һ��(j��)�Ԅ�(d��ng)������ϵ�y(t��ng)�У���(y��ng)�õĿɾ��̿�������Ʒ�ƺܶ࣬�����(gu��)�˾����Įa(ch��n)Ʒ���磺���T��S7ϵ�С��|֥-GEϵ�С�ʩ�ε�ϵ�С�ABϵ�еȡ�����(g��)��˾�Įa(ch��n)Ʒ���и��Բ�ͬ�ă�(y��u)�c(di��n)�����ԣ����������T��S7ϵ�пɾ��̿�������������B�����ڰ����B�T�C(j��)����ϵ�y(t��ng)�еđ�(y��ng)�á�
2. �����B�T�C(j��)�Ĺ�ˇ����
��(j��ng)�D(zhu��n)�t���a(ch��n)����(l��i)�ĺϸ��ˮ���b��һ��(g��)䓰��У�����܇����䓰����D(zhu��n)�_(t��i)�ϡ����D(zhu��n)�_(t��i)���D(zhu��n)��䓰��D(zhu��n)���ڝ��Tλ�����g��܇���Ϸ������b����(d��ng)ˮ�ڣ���(j��ng)�^(gu��)�Q�غ͜y(c��)�غ�����_����(d��ng)ˮ�ڣ��ˮע�����g���С����g���Ѓ�(ch��)���ˮ���p���ˮ�o�����������̓����ˮ�����ã����ˮ�M(j��n)��Y(ji��)���������һ��(g��)��Ҫұ��(y��ng)������(d��ng)���g���е��ˮ���_(d��)һ���߶ȕr(sh��)�����_������ʹ�ˮע��Y(ji��)�����У��Y(ji��)�������ˮ���̳��͵���Ҫ�O(sh��)�䣬�Y(ji��)�����ij��ڱ�������������������ȣ����C����(hu��)��©����(d��ng)�Y(ji��)������(n��i)���ˮҺ���Y(ji��)�����Ͽ�80~100mm�r(sh��)��ͬ�r(sh��)����(d��ng)���C�C(j��)�ͽY(ji��)�������(d��ng)�C(j��)��(g��u)�����҆���(d��ng)���䇊ˮ�y�ͽY(ji��)����ϡ�͝�(r��n)���������ٞ�0.3��/�����ң�����30�������پ������٣�1��犺���_(d��)���������ٵ�50%��2��犺��_(d��)�������ٵ�90%��Ȼ�����(j��)���g�ރ�(n��i)���ˮ�ض��O(sh��)�����١����C�C(j��)����(d��ng)�����V�U���S�T��һͬ�������ζΣ��˕r(sh��)Ҫ��(du��)���V�U���^���M(j��n)�и�ۙ���Ķ������(q��)��(d��ng)݁�ĉ��º�̧����(d��ng)����ʹ�T�������V�U������������ζΡ���(d��ng)���V�U�^�����_(d��)Ó���Vλ�õĕr(sh��)���ɸ�ۙϵ�y(t��ng)�����Ԅ�(d��ng)Ó���V��������V�U���T���ķ��x��������(d��ng)���V�U���T�����x����݁������ݔ�͵�����_(t��i)���ϡ���(d��ng)�T�����_(d��)�O(sh��)���Ķ����L(zh��ng)�Ⱥ��ɻ����и�C(j��)�M(j��n)�ж����и�и����T����(j��ng)ݔ��݁���ͳ���݁���\(y��n)������Ņ^(q��)��
ԓ��ˇ������Ҋ(ji��n)�D1
|
|
|
�ϸ��ˮ |
|
| |||
|
|
|
|
|
| |||
|
|
|
䓰����D(zhu��n)�_(t��i) |
|
䓰��Q��ϵ�y(t��ng) | |||
|
|
|
|
|
| |||
|
|
|
|
|
�L(zh��ng)ˮ�ڱ��o(h��) | |||
|
|
|
|
|
| |||
|
|
|
���g�� |
|
���g�ޜy(c��)��ϵ�y(t��ng) | |||
|
|
|
|
|
| |||
|
|
�Y(ji��)���� |
|
�Y(ji��)����Һ��z�y(c��) | ||||
|
|
|
|
|
| |||
|
|
|
�Y(ji��)�������(d��ng)�b�� |
|
| |||
|
|
|
|
|
| |||
|
|
|
�T����(d��o)��� |
|
�օ^(q��)�Ԅ�(d��ng)��ˮ��s | |||
|
|
|
|
|
| |||
|
|
|
���C�C(j��) |
|
| |||
|
|
|
|
|
| |||
|
|
|
���V�U |
|
| |||
|
|
|
|
|
| |||
|
|
|
��ǰ݁�� |
|
| |||
|
|
|
|
|
| |||
|
|
|
�Ԅ�(d��ng)�����и�C(j��) |
|
���^������� | |||
|
|
|
|
|
| |||
|
|
|
ݔ��݁�� |
|
| |||
|
|
|
|
|
| |||
|
|
|
�����^(q��)݁�� |
|
| |||
|
|
|
|
|
| |||
|
|
|
ȥë�̙C(j��) |
|
| |||
|
|
|
|
|
| |||
|
|
|
��̖(h��o)�C(j��) |
|
| |||
|
|
|
|
|
| |||
|
|
|
�T����Ņ^(q��) |
|
| |||
1. �Կ�ϵ�y(t��ng)��Ӳ���x��
�ɾ��̿������nj�(sh��)�F(xi��n)�����B�T�C(j��)�Ԅ�(d��ng)������ϵ�y(t��ng)���P(gu��n)�I�������B�T�C(j��)��ˇ�O(sh��)����^���У�Ҫ���Ԅ�(d��ng)���̶ȱ��^�ߣ���������(g��)�\(y��n)���У����������˹����A(y��)�����Ԍ�(du��)����ϵ�y(t��ng)�ľ��_�ԺͿɿ����кܸߵ�Ҫ�����T��ϵ��PLC���M�����@һ���c(di��n)����ģ�K�����o(w��)�L(f��ng)�ȵ��O(sh��)Ӌ(j��)����(ji��n)�����ã����הU(ku��)չ�͏V����ͨӍ����������(sh��)�F(xi��n)�ķֲ�ʽ�Y(ji��)��(g��u)�Լ��Ñ��ѺõIJ���ʹ��ɞ��С��ߙn���ܿ����I(l��ng)�������x�������Q������SIMATIC S7-400������̎������CC�������B�����21��(g��)�U(ku��)չ��Ԫ��EU����ͬ�r(sh��)��߀����ͨ�^(gu��)ET200�M(j��n)���h(yu��n)�̔U(ku��)չ���@�N��ʽ�m���ڷ����V��ϵ�y(t��ng)��ͨ�^(gu��)CPU�е�PROFIBUS-DP�ӿ������B��125��(g��)�����Y(ji��)�c(di��n)������SIMATIC S7-400ϵ��PLC߀�ṩ�ˏ�(qi��ng)���ͨӍ����(w��)���ܣ����c(di��n)�ӿڣ�MPI���Ĕ�(sh��)��(j��)ͨӍ����PROFIBUS��S7ͨӍ�������I(y��)��̫�W(w��ng)��S7ͨӍ��ͨ�^(gu��)CP 441ͨӍ�ӿ�ģ�K���Ԍ�(sh��)�F(xi��n)����(qi��ng)����c(di��n)��(du��)�c(di��n)ͨӍ�����N��̖(h��o)ģ�壨SM�����ڔ�(sh��)����ݔ���ݔ��(DI/DO)�Լ�ģ�M��ݔ���ݔ����AI/AO��������ģ�壨FM�������T����Ӌ(j��)��(sh��)����λ��݆���Ƶ��΄�(w��)��
2. ���w����Ҫ����
�����B�T�C(j��)�Ԅ�(d��ng)�����ƿ��wҪ���nj�(du��)�B�T�C(j��)���a(ch��n)������(g��)�^(gu��)���e�������V�^(gu��)�̺͝�ע�^(gu��)�̵Ķ���ˮ��ˮ�M(j��n)���Ԅ�(d��ng)���ƺ��Ԅ�(d��ng)�{(di��o)��(ji��)��ʹ����(g��)���a(ch��n)��(sh��)�F(xi��n)�߶��Ԅ�(d��ng)��������T�������|(zh��)�����ڹ�˾�п��Ұl(f��)���ς�ָ��ĕr(sh��)���Ԍ���(d��ng)ǰ�r(sh��)���\(y��n)�е���Ҫ��ˇ����(sh��)��ˮ����ˮ�ء���������\(y��n)�Р�B(t��i)��һ���r(sh��)�g��(n��i)�Ĺ�������(sh��)�����ς�����˾���п��ҡ������¹��ܣ�
4.1���Ʋ�����
�����Ŀ����ҿ��Ԍ�(du��)�������O(sh��)���M(j��n)���h(yu��n)�̵Č�(sh��)�r(sh��)���ƣ��熢ͣijЩ�O(sh��)�䣬�{(di��o)��(ji��)һЩģ�Mݔ�����Ĵ�С���ھ��O(sh��)��PLC��ijЩ����(sh��)�ȡ�ͬ�r(sh��)ϵ�y(t��ng)߀�ṩ�˙C(j��)�Կ��ƵIJ����������ھS�ĕr(sh��)��?q��)��������O(sh��)���M(j��n)�о͵صĿ��ơ�
4.2�@ʾ���ܣ�
���������Į��挍(sh��)�r(sh��)���@ʾ�F(xi��n)��(ch��ng)����(g��)�����O(sh��)����\(y��n)�й��r���Լ����F(xi��n)��(ch��ng)�Ġ�B(t��i)��(sh��)��(j��)��
4.3��(sh��)��(j��)������
����(j��)��ͬ��(sh��)��(j��)��׃����������Ҫ�̶ȣ��������a(ch��n)�vʷ��(sh��)��(j��)��(k��)�����r(sh��)��?q��)��r(sh��)�Ĵ��A���a(ch��n)ԭʼ��(sh��)��(j��)�����y(t��ng)Ӌ(j��)����ʹ�á����Ժܜ�(zh��n)�_��������猦(du��)��ע�^(gu��)���е����g�ޣ��Y(ji��)������ʹ���M(j��n)�и�ۙӛ䛣������Ͼ����¾��r(sh��)�g���������^(gu��)����������ˆT���Ժܿ�������O(sh��)���ʹ����r�����Ì�(sh��)�r(sh��)��(sh��)��(j��)��(k��)�͚vʷ��(sh��)��(j��)��(k��)�еĔ�(sh��)��(j��)�M(j��n)�б��^�ͷ������ó�һЩ���õĽ�(j��ng)�(y��n)����(sh��)�������ڶ�����sˮ���IJ�����M(j��n)��߀����һЩ��Ҫ�ą���(sh��)�ͽY(ji��)���@ʾ���@ʾ���ں͈�(b��o)����ȥ��
4.4��(b��o)�����ܣ�
��(d��ng)ijһģ�M����늙C(j��)������ضȡ�������������ˮλ�ȣ���ֵ����ijһ�ض����O(sh��)��������ijһ�_�P(gu��n)���������_�P(gu��n)����λ�_�P(gu��n)���l(f��)����(d��ng)���r(sh��)���ɸ���(j��)��ͬ����Ҫ�l(f��)����ͬ�ȼ�(j��)�Ĉ�(b��o)�����ĸߵ�����Ҫ�֞�����(g��)�ȼ�(j��)����(b��o)�������ϣ��¼�����ͬ�ȼ�(j��)�Ĉ�(b��o)������(hu��)�@ʾ�ڱO(ji��n)��ϵ�y(t��ng)�ϣ�����(g��)�ȼ�(j��)�����ض����ɫ�@ʾ����������ˆT����Ѹ�ٵ��Д��̎����
4.5��ӡ���ܣ�
�ɸ���(j��)��Ҫ���x���ԵĴ�ӡ�vʷ��(sh��)��(j��)�͌�(sh��)�r(sh��)��(sh��)��(j��)�����Ҍ�(du��)���N�¼��͈�(b��o)��ӛ䛡��vʷڅ��(sh��)�M(j��n)�Ќ�(sh��)�r(sh��)��ӡݔ������ӡ�ķ�ʽ���Է֞飺���r(sh��)��ӡ���¼��|�l(f��)�Ĵ�ӡ��
3. ϵ�y(t��ng)��(g��u)�ɼ��䲼�֣�����(j��)������
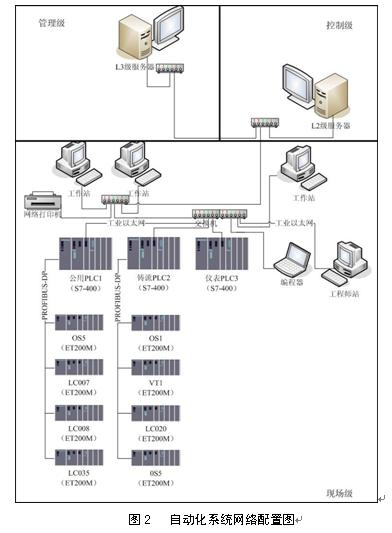
����(j��)�����B�T�C(j��)���������^�L(zh��ng)���O(sh��)��ֲ��ֲ�����(du��)���^���е����c(di��n)��������PROFIBUS�F(xi��n)��(ch��ng)�������g(sh��)���@�Ӿͱ��������п�����|��Ҫ���O(sh��)��������PLC���ϣ��p���˴�������|��ʩ���Ĺ���������(j��)��ˇ�Ą��֣�����ϵ�y(t��ng)���O(sh��)��������(g��)��վ���˂�(g��)�h(yu��n)��վ������(g��)����վ������(j��)���Ƶ�Ҫ���x�õ���SIMATIC S7-400 ϵ�е�PLC����վ�x�õ���CPU416-2DP����һ��(g��)MPI/DP�ӿں�һ��(g��)DPͨӍ�ڡ��h(yu��n)��վ�x�õ������T��ͨ���Ժ�(qi��ng)��ET200Mϵ�е�ģ�K����ɬF(xi��n)��(ch��ng)��(sh��)��(j��)�IJɼ��Ϳ��ƣ�����PROFIBUS�F(xi��n)��(ch��ng)����������F(xi��n)��(ch��ng)�W(w��ng)�j(lu��)�Ľ���������վ֮�g��ȡ���I(y��)��̫�W(w��ng)ͨӍ����λ�C(j��)�c��վ��ͨӍҲ�����@�NͨӍ��ʽ��
�Ԅ�(d��ng)��ϵ�y(t��ng)�W(w��ng)�j(lu��)���ÈDҊ(ji��n)�D2
����ϵ�y(t��ng)�֞�����(g��)��(j��)�e���F(xi��n)��(ch��ng)��(j��)��L1���A(ch��)�Ԅ�(d��ng)�������Ƽ�(j��)��L2����������(j��)��L3����
5.1������(j��)��
��F�ИI(y��)������(j��)MESϵ�y(t��ng)��������F��I(y��)���^(gu��)�̿����c��I(y��)ERP֮�g��܇�g���I(y��)�{(di��o)�ȺͿ��ƹ���ϵ�y(t��ng)֮�g������Ҫ��Q���a(ch��n)���I(y��)�Ą�(d��ng)�B(t��i)��(y��u)���{(di��o)�Ⱥ������������a(ch��n)���|(zh��)����Ϣ���ھ���ۙ�Լ���(du��)ͻ�l(f��)�¼���̎�����O(sh��)���B(t��i)�ıO(ji��n)ҕ�������\�ࡢ�\(y��n)ݔ�{(di��o)�ȵȹ��ܣ����Ķ����_ʼ���������a(ch��n)��ͬ̎�������ƅ���(sh��)�O(sh��)Ӌ(j��)���������I(y��)Ӌ(j��)�������������a(ch��n)�O(ji��n)�صȵȣ������I(y��)Ӌ(j��)���ğ�䓡��B�T����܈����܈���Ķ������Ʒ�Č�(sh��)�r(sh��)�{(di��o)�ȺͿ��ơ���Ӌ(j��)��C(j��)����������һ�w��ϵ�y(t��ng)�����φ��µ��P(gu��n)�I���ã�����(du��)���a(ch��n)�^(gu��)�̌�(sh��)�F(xi��n)ȫ�^(gu��)�̸�Ч�f(xi��)�{(di��o)�Ŀ����c�������������ˌ����a(ch��n)�^(gu��)����Ϣ�ͽ�(j��ng)�I(y��ng)��������Ϣ�M(j��n)���D(zhu��n)�Q���ӹ������f�����ã��������^(gu��)�̵����a(ch��n)���(d��ng)�c��(j��ng)�I(y��ng)���(d��ng)�Ę����ͼ~����
5.2���Ƽ�(j��)��
��������T���|(zh��)�������ӽ����յ��ʡ���(w��n)�����������C��ȫ���a(ch��n)���O(sh��)�ð����B�T�C(j��)�O(sh��)���^(gu��)��Ӌ(j��)��C(j��)ϵ�y(t��ng)���Q�����(j��)Ӌ(j��)��C(j��) L2��������(j��)ϵ�y(t��ng)���^(gu��)�̿���ϵ�y(t��ng)λ������(j��)ϵ�y(t��ng)�����������O(sh��)����^(gu��)�̿�����L2��(j��)Ӌ(j��)��C(j��)���H��(du��)�B�T���a(ch��n)�M(j��n)�оC�ϱO(ji��n)�غ������Ա�@ȡ���@���ļ��g(sh��)��(j��ng)��(j��)Ч�棬���������c����(j��)����Ӌ(j��)��C(j��)ϵ�y(t��ng)�Ę����������Ժ�ȫ�S��Ϣ���Ľ��O(sh��)�춨�˻��A(ch��)��
5.3�F(xi��n)��(ch��ng)��(j��)��
����(j��)�����B�T�C(j��)��ˇ�Ŀ���Ҫ����O(sh��)��ֲ����wƽ��D���Y(ji��)���R�_(d��)��������MCC��λ�ú���늷��������տ��ƌ�(du��)��ą^(q��)���O(sh��)�䔵(sh��)�����Ծͽ��ɼ��͆�Ԫ���ƞ鄝�օ^(q��)���ԭ�t������늚��҃�(n��i)�O(sh��)����(g��)��վ����PLC1���T��PLC2�̓x��PLC3���ڴ����עƽ�_(t��i)���O(sh��)��OS5�h(yu��n)��վ���ڝ�עƽ�_(t��i)���O(sh��)OS1��LC007��LC008�h(yu��n)��վ����Һ��վ�O(sh��)LC035��VT1�h(yu��n)��վ���ڿ�����ˮ���≦��̎�O(sh��)��LC020�h(yu��n)��վ�����и�������O(sh��)OS3�h(yu��n)��վ������OS5��LC007��LC008��LC035����վ����PLC1���h(yu��n)��վ��OS1��VT1��LC020��OS3���T��PLC2���h(yu��n)��վ���F(xi��n)��(ch��ng)��վ�c�h(yu��n)��վ֮�g����PROFIBUS�F(xi��n)��(ch��ng)����ͨӍ����վPLC�քe���Դģ�KPS407��CPU416-2DP��CP443-2ͨӍ�ӿ�ģ�K������(y��ng)����̖(h��o)ģ�KSM��FM�M�ɡ��h(yu��n)��վ�t��ȡET200Mϵ���h(yu��n)�̆�Ԫ����Ҫ��IM153-2�ӿ�ģ�K���������ɔ�(sh��)������ģ�M����̖(h��o)ģ��M�ɡ�
����PLC1���O(ji��n)�صķ�����ƽ�_(t��i)�ϵĹ�ˇ�O(sh��)�䣬����ƵČ�(du��)����Ҫ��䓰����D(zhu��n)�_(t��i)���D(zhu��n)늙C(j��)������w�b�õ�늴��y�����g��܇������늙C(j��)������늴��y�������L(f��ng)�C(j��)��늙C(j��)����Һ��վ��ѭ�h(hu��n)�ü��߉��á���(r��n)��ϵ�y(t��ng)�ĝ�(r��n)���õȡ�
�h(yu��n)��վOS5���O(ji��n)�صķ����Ǵ����עƽ�_(t��i)�����ƵČ�(du��)���䓰����D(zhu��n)�_(t��i)���D(zhu��n)늙C(j��)��䓰����w�b�õ�늴��y������(d��ng)ˮ�ڵ�늴��y�������������늴��y�ȡ�
�h(yu��n)��վLC007���O(ji��n)�صķ����ǝ�עƽ�_(t��i)�����ƵČ�(du��)���1̖(h��o)���g��܇����늙C(j��)�����g�������b��늴��y�����g�ތ�(du��)���b��늴��y�ȡ�
�h(yu��n)��վLC008���O(ji��n)�صķ����ǝ�עƽ�_(t��i)�����ƵČ�(du��)���2̖(h��o)���g��܇����늙C(j��)�����g�������b��늴��y�����g�ތ�(du��)���b��늴��y�ȡ�
�h(yu��n)��վLC035���O(ji��n)�صķ�������Һ��վ�����ƵČ�(du��)�����_(t��i)ѭ�h(hu��n)��늙C(j��)�����_(t��i)�߉���늙C(j��)������ӟ�����������s���ȡ�
�T��PLC2���O(ji��n)�صķ��������ζ΅^(q��)��Ĺ�ˇ�O(sh��)���ݔ���^(q��)�Ĺ�ˇ�O(sh��)�䣬���ƵČ�(du��)���Y(ji��)�������(d��ng)�b�á����ζε����C늙C(j��)�����ζε��(q��)��(d��ng)݁����늴��y��Ó���V�b�á���ǰ݁�����и�݁�������V�U���݁�������V�U����b�á���������늴��y�����V�U��(du��)���b��늴��y��ݔ��݁���ȡ�
�h(yu��n)��վOS1���O(ji��n)�صķ����ǝ�עƽ�_(t��i)�����ƵČ�(du��)���Y(ji��)�������(d��ng)�b�á����ζε����C늙C(j��)�ȡ�
�h(yu��n)��վVT1���O(ji��n)�صķ�������Һ��վ���ζ��y�_(t��i)�����ƵČ�(du��)������ζε��(q��)��(d��ng)݁����늴��y�ȡ�
�h(yu��n)��վLC020���O(ji��n)�صķ��������ζ΅^(q��)���ƵČ�(du��)������ζε����C늙C(j��)�����ζε��(q��)��(d��ng)݁����늴��y�ȡ�
�h(yu��n)��վOS3���O(ji��n)�صķ������и�^(q��)���ݔ���^(q��)���ƵČ�(du��)���Ó���V�b�á���ǰ݁�����и�݁�������V�U���݁�������V�U����b�á���������늴��y�����V�U��(du��)���b��늴��y��ݔ��݁���ȡ�
�x��PLC3���O(ji��n)�صķ����ǝ�עƽ�_(t��i)�^(q��)�����ζ΅^(q��)���ݔ���^(q��)�Ĺ�ˇ�O(sh��)�䣬����ƵČ�(du��)���Ǵ�����а��ķQ�ء�������а��Ĝy(c��)�ء��Y(ji��)������sˮ�����·�����sˮ���O(sh��)����sˮ�����s�՚�ȡ�
1. ϵ�y(t��ng)ܛ��
Ӌ(j��)��C(j��)����ϵ�y(t��ng)���õ���Microsoft ��Windows 2000 Professional���İ����ϵ�y(t��ng)��PLC�_�l(f��)ܛ�����õ������T��Step 7 V5.3�_�l(f��)ܛ����(l��i)�������Ƶġ�L1��(j��)�Ԅ�(d��ng)���O(ji��n)��ϵ�y(t��ng)�x�õ������T��Wincc 6.0�����_�l(f��)���(l��i)�_�l(f��)�ġ��vʷ��(sh��)��(j��)��(k��)����Microsoft SQL 2000���İ攵(sh��)��(j��)��(k��)ܛ����
6.1����ϵ�y(t��ng)ܛ��:
Windows 2000 Professional ����ϵ�y(t��ng)�ṩ��һ��(g��)���ٵġ���Ч�Ķ��Ñ������΄�(w��)��ϵ�y(t��ng)�h(hu��n)������Ŀǰ���V��ʹ�õIJ���ϵ�y(t��ng)����(sh��)��(j��)��(k��)����(w��)�����õ���Windows 2000 Server���İ����ϵ�y(t��ng)�����Microsoft SQL 2000��(sh��)��(j��)��(k��)ܛ��ʹ�ã����Դ��A�����vʷ��(sh��)��(j��)������(g��)����վ������Windows 2000 Professional���İ����ϵ�y(t��ng)��
6.2 PLC�_�l(f��)ܛ��:
SETP 7 V5.3�����T�ӌ��õ�PLC�_�l(f��)ܛ��������������IEC-1131��(bi��o)��(zh��n)�а˷N�����Z(y��)���е���N��LAD��STL��FBD��CFC��SCL���M(j��n)�о��̡�STEP 7�đ�(y��ng)�ý���dz��Ѻã�ʹ�ú�(ji��n)�η��㣬�ṩ�˺ܶ��(qi��ng)��Ę�(bi��o)��(zh��n)���܉K����(y��ng)�÷dz����㡣
6.3 L1��(j��)�O(ji��n)��ϵ�y(t��ng)�_�l(f��)ܛ��:
L1��(j��)�O(ji��n)��ϵ�y(t��ng)���_�l(f��)ܛ���x�õ������T�ӵ�Wincc6.0���İ��_�l(f��)ܛ����ͨ�^(gu��)�����F(xi��n)��(ch��ng)�ĺܶ��_�P(gu��n)����ģ�M���ɼ���ϵ�y(t��ng)�в��M(j��n)�з�������һЩ��Ҫ�Ĕ�(sh��)��(j��)�͠�B(t��i)�@ʾ�����Ŀ����ҵĮ����ϡ�����߀���Ը���(j��)��Ҫ���@ʾһЩ�vʷڅ��(sh��)�͈�(b��o)����Ϣ��
6.4 ��(sh��)��(j��)��(k��)�_�l(f��)ܛ��:
�ڔ�(sh��)��(j��)��(k��)����(w��)���ϰ��bMicrosoft SQL 2000���İ攵(sh��)��(j��)��(k��)ܛ�����Á�(l��i)���A����(g��)�B�T�C(j��)���a(ch��n)�^(gu��)�̵Ěvʷ��(sh��)��(j��)��ͨ�^(gu��)����(w��)������վ֮�g��ͨӍ����������Ҫ�Ĕ�(sh��)��(j��)��������(w��)�����M(j��n)�б��档�Ϊ�(d��)�O(sh��)��һ�_(t��i)��(sh��)��(j��)��(k��)����(w��)�������Ա������ⲿ���ό�(d��o)�µĚvʷ��(sh��)��(j��)�Gʧ�F(xi��n)��İl(f��)����
2. �Y(ji��)���Z(y��)
��ұ���\(ch��ng)��˾��2000���𣬏V�����������T��ϵ��PLC�O(sh��)Ӌ(j��)�İ����B�T�Կ�ϵ�y(t��ng)���Ⱥ������3̖(h��o)���������2̖(h��o)�������I(y��ng)��1��2̖(h��o)���������I(y��ng)䓏S�������R�3̖(h��o)��������ɽ���P䓺���ɽ�а�S���������3̖(h��o)��������ɽ���ð��������(y��ng)2̖(h��o)�p�������еõ���(y��ng)�ã��ڸ���(g��)��F�S�İ����B�T�����a(ch��n)�У��\(y��n)���ஔ(d��ng)?sh��)ķ�(w��n)���Ϳɿ����O(sh��)������{(di��o)ԇ��(ji��n)�Ρ��������㣬ʹ�ð�ȫ��Ч�ʸߡ������ʵ͵����c(di��n)������˄ڄ�(d��ng)�����a(ch��n)�ʣ�ͬ�r(sh��)����ܛӲ������ȡ��ģ�K�Y(ji��)��(g��u)�������˹��̼��g(sh��)�ˆT���{(di��o)ԇ�������;S�ޡ��S�������B�T�a(ch��n)�I(y��)�IJ���l(f��)չ����(ji��n)�εĹ�ˇ���̿����ѽ�(j��ng)���ܝM����Ҫ���߂���ļ��g(sh��)�Ĺ�ˇ����ϵ�y(t��ng)��ռ�I(l��ng)���Ј�(ch��ng)���P(gu��n)�I���������T��ϵ��PLC�O(sh��)Ӌ(j��)���Կ�ϵ�y(t��ng)߀���l(f��)�]���ӏ�(qi��ng)���������á�
- ��һƪ���B�T���g���ˮ�t���B�m(x��)�y(c��)�ع��I(y��)ԇ�(y��n) ��һƪ���B�T���o(h��)����(du��)����ʽˮ���������|(zh��)�����g�о�
- [�vӍ]
- �P(gu��n)�I�֣��o(w��)





